
Page 143 - тех.мех.Вереина.Л.И
P. 143
Обычно заклепки изготовляют из углеродистой стали марок
Ст2 и СтЗ. Допускаемые напряжения на срез и смятие приведены
в табл. 3.3. Длину заклепки рассчитывают по формуле
/= /, + Д/= /, + (1,5...
где 1Х — суммарная толщина склепываемых деталей; А/ — запас
длины на образование замыкающей головки; d — диаметр за
клепки.
Отверстия для заклепок пробивают или просверливают по раз
метке. Можно одновременно сверлить обе склепываемые детали,
это повышает точность соединения. Сверление отверстий являет
ся более трудоемкой и дорогой операцией, чем пробивка. Широ
кое распространение получил комбинированный способ обработки
материала под заклепки: вначале пробивают отверстия меньшего
диаметра, а затем рассверливают их до нужного размера. Рекомен
дуемые размеры отверстий под заклепки приведены в табл. 3.4.
Сборка соединения осуществляется следующим образом. В го
товые отверстия ставят заклепки. Затем под нижнюю (закладную)
головку подставляют поддержку с углублением, соответствующим
очертанию головки. Поддержка должна опираться на массивную
наковальню, после чего осуществляется клепка (вручную или ме
ханически).
В зависимости от условий работы принята следующая класси
фикация клепаных швов:
прочные — обеспечивают расчетную прочность соединения
(фермы, балки, колонны);
прочноплотные — обеспечивают не только расчетную проч
ность, но и герметичность соединения (паровые котлы, резерву
ары под давлением);
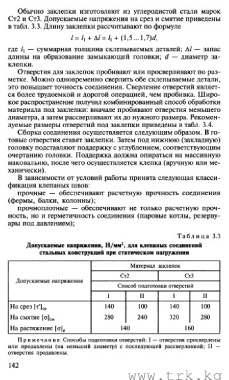
Т а б л и ц а 3.3
Допускаемые напряжения, Н/мм2, для клепаных соединений
стальных конструкций при статическом нагружении
Материал заклепок
Ст2 СтЗ
Допускаемые напряжения
Способ подготовки отверстий
I II I II
На срез [т']ср 140 100 140 100
На смятое [а]см 280 240 320 280
На растяжение [а]р 140 160
П р и м еч а н и е. Способы подготовки отверстий: I — отверстия просверлены
или продавлены (на меньший диаметр) с последующей рассверловкой; II —
отверстия продавлены.
142
www.trk.kg