
Page 147 - тех.мех.Вереина.Л.И
P. 147
Качество клееного соединения зависит также от подготовки
поверхностей деталей под склеивание; оптимальные физико-ме-
ханические свойства поверхностей обеспечивают подгонкой, очи
сткой и обезжириванием. Очистка поверхности от грязи, окали
ны, масла, жира способствует ее лучшей смачиваемости клеем и
повышению сцепления клея с материалом. Детали из низкоугле
родистой стали очищают в 25%-ном растворе фосфорной кисло
ты или 10%-ном растворе метилсиликата, нагретых до 60 “С; дета
ли из коррозионно-стойкой стали — в растворе щелочи, алюми
ниевые — в растворе серной кислоты, медные и латунные — в
азотной кислоте. Затем проводят тщательную промывку деталей в
чистой горячей воде, сушку и обезжиривание бензином или аце
тоном.
Клеи готовят (смешивают необходимые компоненты) в спе
циальных помещениях, соблюдая правила безопасности труда. Го
товый клей выдается на сборочный участок в специальных, хоро
шо закрытых сосудах, изготовленных из коррозионно-стойкой
стали.
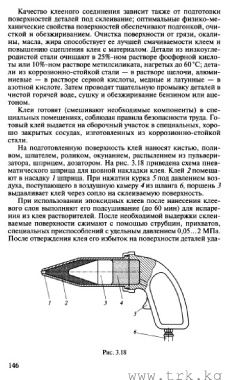
На подготовленную поверхность клей наносят кистью, поли
вом, шпателем, роликом, окунанием, распылением из пульвери
затора, шприцем, дозатором. На рис. 3.18 приведена схема пнев
матического шприца для шовной накладки клея. Клей 2 помеща
ют в насадку 1 шприца. При нажатии курка 5 под давлением воз
духа, поступающего в воздушную камеру 4 из шланга 6, поршень 3
выдавливает клей через сопло на склеиваемую поверхность.
При использовании эпоксидных клеев после нанесения клее
вого слоя выполняют его подсушивание (до 60 мин) для испаре
ния из клея растворителей. После необходимой выдержки склеи
ваемые поверхности сжимают с помощью струбцин, прихватов,
специальных приспособлений с удельным давлением 0,05... 2 МПа.
После отверждения клея его избыток на поверхности деталей уда-
Рис. 3.18
146
www.trk.kg