
Page 170 - C:\Users\Adik\Documents\Flip PDF Professional\Marketer PPT LR\
P. 170
THERMOPLASTIC JOINING TECHNIQUES
Plastic products cannot always be made in one piece, though it is always desired
and recommended. Design and tooling constraints sometimes make it more
economical and/or advantageous to produce the product as two or more pieces.
They are then joined together to complete the assembly.
It is very important to consider following points prior to choosing any of the options
available:
l Are the parts permanently or temporarily joined?
l How often do the parts need to be separated? (if not permanent)
l Will the final part be subjected to heat, cold, UV, chemicals in its use ?
(service environment of product)
l Are the two parts compatible if using welding techniques.
l Cost and time involvement in assembling part?
l Post joining processes, decoration, surface treatments consideration.
Many Methods are available for Joining and assembly of plastic parts each providing
advantages with in its scope of applications:
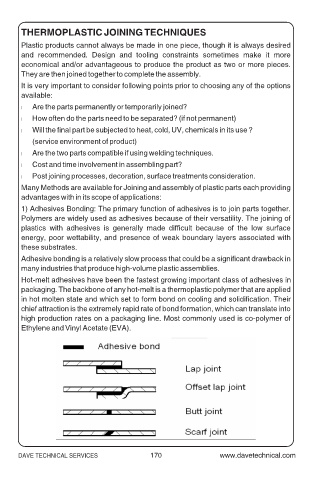
1) Adhesives Bonding: The primary function of adhesives is to join parts together.
Polymers are widely used as adhesives because of their versatility. The joining of
plastics with adhesives is generally made difficult because of the low surface
energy, poor wettability, and presence of weak boundary layers associated with
these substrates.
Adhesive bonding is a relatively slow process that could be a significant drawback in
many industries that produce high-volume plastic assemblies.
Hot-melt adhesives have been the fastest growing important class of adhesives in
packaging. The backbone of any hot-melt is a thermoplastic polymer that are applied
in hot molten state and which set to form bond on cooling and solidification. Their
chief attraction is the extremely rapid rate of bond formation, which can translate into
high production rates on a packaging line. Most commonly used is co-polymer of
Ethylene and Vinyl Acetate (EVA).
DAVE TECHNICAL SERVICES 170