
Page 24 - january
P. 24
METALWORKING EQUIPMENT AND TOOLS
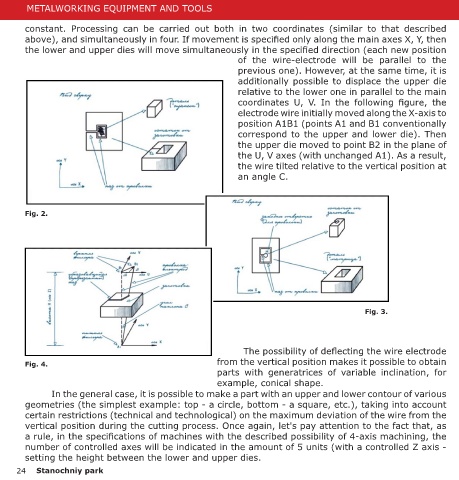
constant. Processing can be carried out both in two coordinates (similar to that described
above), and simultaneously in four. If movement is specified only along the main axes X, Y, then
the lower and upper dies will move simultaneously in the specified direction (each new position
of the wire-electrode will be parallel to the
previous one). However, at the same time, it is
additionally possible to displace the upper die
relative to the lower one in parallel to the main
coordinates U, V. In the following figure, the
electrode wire initially moved along the X-axis to
position A1B1 (points A1 and B1 conventionally
correspond to the upper and lower die). Then
the upper die moved to point B2 in the plane of
the U, V axes (with unchanged A1). As a result,
the wire tilted relative to the vertical position at
an angle C.
Fig. 2.
Fig. 3.
The possibility of deflecting the wire electrode
Fig. 4. from the vertical position makes it possible to obtain
parts with generatrices of variable inclination, for
example, conical shape.
In the general case, it is possible to make a part with an upper and lower contour of various
geometries (the simplest example: top - a circle, bottom - a square, etc.), taking into account
certain restrictions (technical and technological) on the maximum deviation of the wire from the
vertical position during the cutting process. Once again, let's pay attention to the fact that, as
a rule, in the specifications of machines with the described possibility of 4-axis machining, the
number of controlled axes will be indicated in the amount of 5 units (with a controlled Z axis -
setting the height between the lower and upper dies.
24 Stanochniy park