
Page 17 - Станочный парк
P. 17
МЕТАЛЛООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
СМП с обозначением SNMN 12 04 08-FR механически закре-
пляли в державках токарных резцов. Пластины по ГОСТ 25426-90
с обозначением 6739 припаивали к державкам по ГОСТ 18879-
73. В результате были изготовлены напайные токарные про-
ходные резцы с размерами по ГОСТ 18879-73 двух видов:
а) с пластинами, полученными ИПС;
б) со стандартными пластинами из сплава ВК6.
Резцы имели следующую геометрию режущей
части: φ = 90°, φ1 = 7°, γ = 10°, λ = 0°, α = 10°.
В ходе испытаний обтачивали заготовки: а)
цилиндрическую для продольного точения дли-
ной 450 мм из проката диаметром 220 мм из
стали 45 по ГОСТ 1050-68 в состоянии постав-
ки с твёрдостью НВ 180, предварительно про-
точенную до диаметра 205 мм; б) специальной
формы с отверстием для точения по кольцевому торцу диаметром от
34 до 88 мм из отливки из чугуна СЧ20 по ГОСТ 1412-85 с твёрдостью
НВ 160.
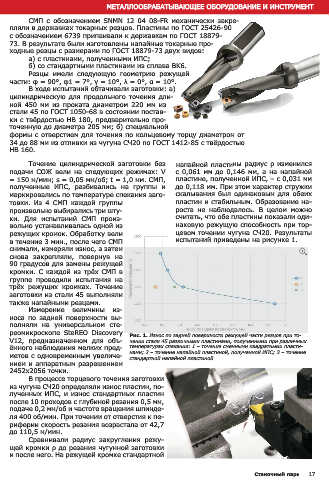
Точение цилиндрической заготовки без напайной пластины радиус ρ изменился
подачи СОЖ вели на следующих режимах: V с 0,061 мм до 0,146 мм, а на напайной
= 150 м/мин; s = 0,05 мм/об; t = 1,0 мм. СМП, пластине, полученной ИПС, – с 0,031 мм
полученные ИПС, разбивались на группы и до 0,118 мм. При этом характер стружки
маркировались по температуре спекания заго- скалывания был одинаковым для обеих
товки. Из 4 СМП каждой группы пластин и стабильным. Образование на-
произвольно выбирались три шту- роста не наблюдалось. В целом можно
ки. Для испытаний СМП произ- считать, что обе пластины показали оди-
вольно устанавливалась одной из наковую режущую способность при тор-
режущих кромок. Обработку вели цевом точении чугуна СЧ20. Результаты
в течение 3 мин., после чего СМП испытаний приведены на рисунке 1.
снимали, измеряли износ, а затем
снова закрепляли, повернув на
90 градусов для замены режущей
кромки. С каждой из трёх СМП в
группе проводили испытания на
трёх режущих кромках. Точение
заготовки из стали 45 выполняли
также напайными резцами.
Измерение величины из-
носа по задней поверхности вы-
полняли на универсальном сте-
реомикроскопе SteREO Discovery Рис. 1. Износ по задней поверхности режущей части резцов при то-
V12, предназначенном для объ- чении стали 45 различными пластинами, полученными при различных
ёмного наблюдения мелких пред- температурах спекания: 1 – точение сменными квадратными пласти-
метов с одновременным увеличе- нами; 2 – точение напайной пластиной, полученной ИПС; 3 – точение
стандартной напайной пластиной.
нием и аппаратным разрешением
2452х2056 точки.
В процессе торцевого точения заготовки
из чугуна СЧ20 определяли износ пластин, по-
лученных ИПС, и износ стандартных пластин
после 10 проходов с глубиной резания 0,5 мм,
подаче 0,2 мм/об и частоте вращения шпинде-
ля 400 об/мин. При точении от отверстия к пе-
риферии скорость резания возрастала от 42,7
до 110,5 м/мин.
Сравнивали радиус закругления режу-
щей кромки ρ до резания чугунной заготовки
и после него. На режущей кромке стандартной
Станочный парк 17