
Page 19 - Станочный парк
P. 19
МЕТАЛЛООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
Технологические
методы прожига и
раскроя толстых
заготовок
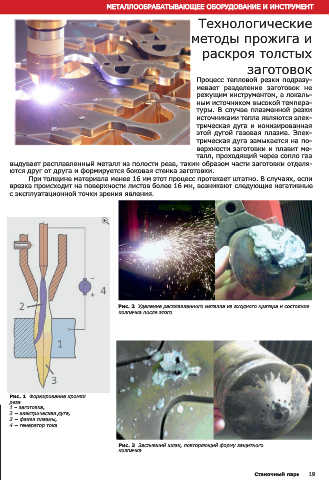
Процесс тепловой резки подразу-
мевает разделение заготовок не
режущим инструментом, а локаль-
ным источником высокой темпера-
туры. В случае плазменной резки
источниками тепла являются элек-
трическая дуга и ионизированная
этой дугой газовая плазма. Элек-
трическая дуга замыкается на по-
верхности заготовки и плавит ме-
талл, проходящий через сопло газ
выдувает расплавленный металл из полости реза, таким образом части заготовки отделя-
ются друг от друга и формируется боковая стенка заготовки.
При толщине материала менее 16 мм этот процесс протекает штатно. В случаях, если
врезка происходит на поверхности листов более 16 мм, возникают следующие негативные
с эксплуатационной точки зрения явления.
Рис. 2. Удаление расплавленного металла из входного кратера и состояние
колпачка после этого.
Рис. 1. Формирование кромки
реза.
1 – заготовка,
СОЗДАЕМ ЛУЧШЕЕ БУДУЩЕЕ 2 − электрическая дуга,
3 − факел плазмы,
4 − генератор тока.
ВМЕСТЕ С НАШИМИ КЛИЕНТАМИ
Рис. 3. Застывший шлак, повторяющий форму защитного
колпачка.
Станочный парк 19