
Page 20 - Stanochny park
P. 20
METALWORKING EQUIPMENT AND TOOLS
With a material thickness of less than 16 mm, this process
proceeds normally. In cases where the insertion occurs on the
surface of the sheets more than 16 mm, the following negative
phenomena from an operational point of view occur.
The cut cavity is not formed instantly, the electric arc
closes on the upper part of the billet and begins to melt the
metal, the gas blows out the molten metal upward, after
removing a certain amount of material, and an entrance crater
is formed. This is blind cavity of the cut, in the crater the arc
closes already on the side wall, removal the molten material
still proceeds upward until the entire thickness of the metal
is completely melted. This creates a typical cut cavity from
which molten metal is removed downward. The duration of the
transition from the crater to the normal cutting cavity can take
3 - 7 seconds, and this time is enough to cause some damage
to the components of the plasmatron.
To minimize the consequences of this negative
phenomenon, an algorithm of actions was developed that
allows burning thick billets with minimal consequences.
First, the perforation delay time should be increased. This
is the time during which the plasmatron burns through the inlet.
In addition, increase the arc current and gas pressure during
piercing by 15 - 20% of the manufacturer’s recommended
values for a specific billet thickness.
Second, a protective coating should be used to cap,
silicone grease and spray for semi-automatic welding machines
showed acceptable results.
Fig. 4. Damage to the protective cap Thirdly, the formation of a open-ended cut cavity should
after removal of frozen slag.
be done in several pierces. Thus, less molten slag will be
splashed onto the cap at a time. Please note that after the first
a) lasmatron b) lasmatron c) lasmatron pierce, a piece of metal 1 mm thick or a flat
piece of slag should be placed on the inlet hole.
This is necessary so that the arc closes on a
horizontal surface formed by the underlying
material, and then jumps to the bottom of
the crater and continues to melt the billet
in depth. Otherwise, the arc would close on
the wall, "walk" along the walls of the crater,
expanding it rather than deepening it. On the
left part, an unacceptably large crater is clearly
Fig. 5. a) primary crater, b) lining of the material, c) open- visible, overlapping the geometry of the part,
ended cavity of the cut. the middle part is cut by the method described
above, the far right part is cut from the end of
the billet and has the "cleanest"
entry.
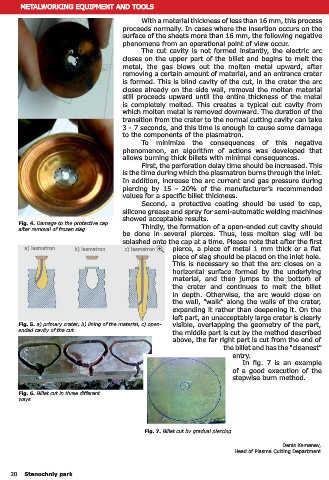
In fig. 7 is an example
of a good execution of the
stepwise burn method.
Fig. 6. Billet cut in three different
ways.
Fig. 7. Billet cut by gradual piercing.
Denis Kamenev,
Head of Plasma Cutting Department
20 Stanochniy park