
Page 50 - CNC Milling E-module_Neat
P. 50
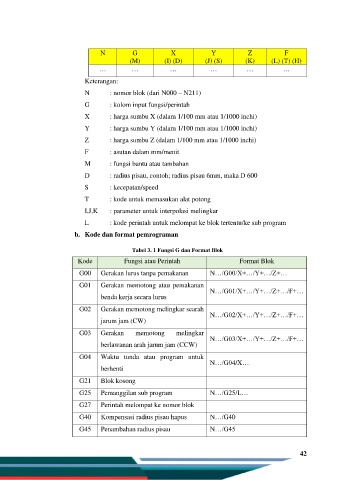
N G X Y Z F
(M) (I) (D) (J) (S) (K) (L) (T) (H)
… … … … … …
Keterangan:
N : nomor blok (dari N000 – N211)
G : kolom input fungsi/perintah
X : harga sumbu X (dalam 1/100 mm atau 1/1000 inchi)
Y : harga sumbu Y (dalam 1/100 mm atau 1/1000 inchi)
Z : harga sumbu Z (dalam 1/100 mm atau 1/1000 inchi)
F : asutan dalam mm/menit
M : fungsi bantu atau tambahan
D : radius pisau, contoh; radius pisau 6mm, maka D 600
S : kecepatan/speed
T : kode untuk memasukan alat potong
I,J,K : parameter untuk interpolasi melingkar
L : kode perintah untuk melompat ke blok tertentu/ke sub program
b. Kode dan format pemrograman
Tabel 3. 1 Fungsi G dan Format Blok
Kode Fungsi atau Perintah Format Blok
G00 Gerakan lurus tanpa pemakanan N…/G00/X+…/Y+…/Z+…
G01 Gerakan memotong atau pemakanan
N…/G01/X+…/Y+…/Z+…/F+…
benda kerja secara lurus
G02 Gerakan memotong melingkar searah
N…/G02/X+…/Y+…/Z+…/F+…
jarum jam (CW)
G03 Gerakan memotong melingkar
N…/G03/X+…/Y+…/Z+…/F+…
berlawanan arah jarum jam (CCW)
G04 Waktu tunda atau program untuk
N…/G04/X…
berhenti
G21 Blok kosong
G25 Pemanggilan sub program N…/G25/L…
G27 Perintah melompat ke nomor blok
G40 Kompensasi radius pisau hapus N…/G40
G45 Penambahan radius pisau N…/G45
42