
Page 51 - CNC Milling E-module_Neat
P. 51
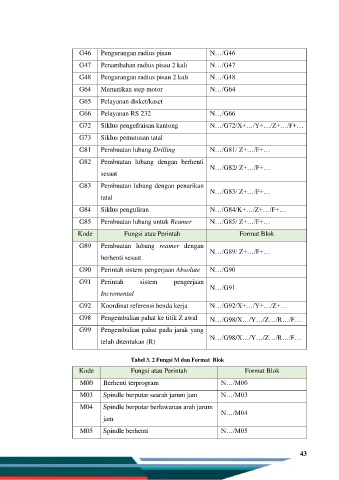
G46 Pengurangan radius pisau N…/G46
G47 Penambahan radius pisau 2 kali N…/G47
G48 Pengurangan radius pisau 2 kali N…/G48
G64 Mematikan step motor N…/G64
G65 Pelayanan disket/kaset
G66 Pelayanan RS 232 N…/G66
G72 Siklus pengefraisan kantong N…/G72/X+…/Y+…/Z+…/F+…
G73 Siklus pemutusan tatal
G81 Pembuatan lubang Drilling N…/G81/ Z+…/F+…
G82 Pembuatan lubang dengan berhenti
N…/G82/ Z+…/F+…
sesaat
G83 Pembuatan lubang dengan penarikan
N…/G83/ Z+…/F+…
tatal
G84 Siklus penguliran N…/G84/K+…/Z+…/F+…
G85 Pembuatan lubang untuk Reamer N…/G85/ Z+…/F+…
Kode Fungsi atau Perintah Format Blok
G89 Pembuatan lubang reamer dengan
N…/G89/ Z+…/F+…
berhenti sesaat
G90 Perintah sistem pengerjaan Absolute N…/G90
G91 Perintah sistem pengerjaan
N…/G91
Incremental
G92 Koordinat referensi benda kerja N…/G92/X+…/Y+…/Z+…
G98 Pengembalian pahat ke titik Z awal N…/G98/X…/Y…/Z…/R…/F…
G99 Pengembalian pahat pada jarak yang
telah ditentukan (R) N…/G98/X…/Y…/Z…/R…/F…
Tabel 3. 2 Fungsi M dan Format Blok
Kode Fungsi atau Perintah Format Blok
M00 Berhenti terprogram N…/M00
M03 Spindle berputar searah jarum jam N…/M03
M04 Spindle berputar berlawanan arah jarum
N…/M04
jam
M05 Spindle berhenti N…/M05
43