
Page 401 - Programmable Logic Controllers, Fifth Edition - Mobile version
P. 401
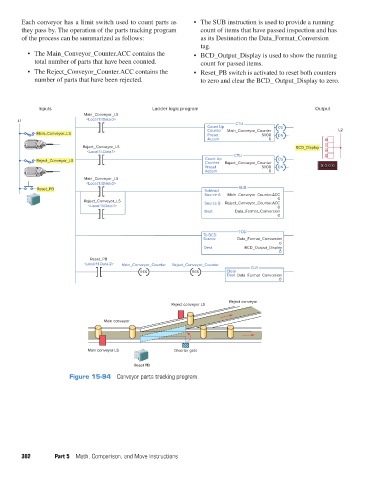
Each conveyor has a limit switch used to count parts as
they pass by. The operation of the parts tracking program • The SUB instruction is used to provide a running
count of items that have passed inspection and has
of the process can be summarized as follows: as its Destination the Data_Format_Conversion
tag.
• The Main_Conveyor_Counter.ACC contains the • BCD_Output_Display is used to show the running
total number of parts that have been counted. count for passed items.
• The Reject_Conveyor_Counter.ACC contains the • Reset_PB switch is activated to reset both counters
number of parts that have been rejected. to zero and clear the BCD_ Output_Display to zero.
Inputs Ladder logic program Output
Main_Conveyor_LS
L1 <Local:1:I.Data.0> CTU
Count Up CU
Counter Main_Conveyor_Counter L2
Main_Conveyor_LS Preset 5000 DN
Accum 0
Reject_Conveyor_LS BCD_Display
<Local:1:I.Data.1>
CTU
Reject_Conveyor_LS Count Up Reject_Conveyor_Counter CU
Counter
Preset 5000 DN 00 0 0
Accum 0
Main_Conveyor_LS
<Local:1:I.Data.0>
Reset_PB Subtract SUB
Source A Main_Conveyor_Counter.ACC
0
Reject_Conveyor_LS Source B Reject_Conveyor_Counter.ACC
<Local:1:I.Data.1> 0
Dest Data_Format_Conversion
0
TOD
To BCD
Source Data_Format_Conversion
0
Dest BCD_Output_Display
0
Reset_PB
<Local:1:I.Data.2> Main_Conveyor_Counter Reject_Conveyor_Counter
CLR
RES RES Clear
Dest Data_Format_Conversion
0
Reject conveyor
Reject conveyor LS
Main conveyor
Main conveyor LS Diverter gate
Reset PB
Figure 15-94 Conveyor parts tracking program.
382 Part 5 Math, Comparison, and Move Instructions
pet73842_ch15_333-394.indd 382 03/11/15 7:34 PM