
Page 75 - เขียนแบบวิศวกรรม
P. 75
75
5.2 เรียวและกึ่งมุมเรียว
ในการก าหนดขนาดของเรียว จะต้องมีขนาดความยาวของเรียว ขนาดเส้นผ่านศูนย์กลางใหญ่
ขนาดเส้นผ่านศูนย์กลางเล็ก และอัตราเรียวเป็นตัวก าหนดขนาด
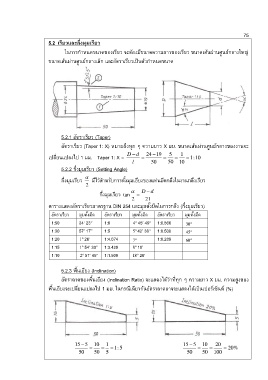
5.2.1 อัตราเรียว (Taper)
อัตราเรียว (Taper 1: X) หมายถึงทุก ๆ ความยาว X มม. ขนาดเส้นผ่านศูนย์กลางของงานจะ
เปลี่ยนแปลงไป 1 มม. Taper 1: X = D d 24 19 5 1 : 1 10
l 50 10 50 10
5.2.2 กึ่งมุมเรียว (Setting Angle)
กึ่งมุมเรียว มีไว้ส าหรับการตั้งมุมเอียงของแท่นมีดกลึงในงานกลึงเรียว
2
D d
กึ่งมุมเรียว tan
2 21
ตารางแสดงอัตราเรียวมาตรฐาน DIN 254 และมุมตั้งมีดในการกลึง (กึ่งมุมเรียว)
อัตราเรียว มุมตั้งมีด อัตราเรียว มุมตั้งมีด อัตราเรียว มุมตั้งมีด
1:50 34’ 23’’ 1:6 4 45’ 49’’ 1:0.866
30
1:30 57’ 17’’ 1:5 5 42’ 38’’ 1:0.500 45
1:20 1 26’ 1:4.074 7 1:0.289 60
1:15 1 54’ 30’’ 1:3.429 8 18’
1:10 2 51’ 45’’ 1:1.500 18 26’
5.2.3 พื้นเอียง (Inclination)
อัตราลาดของพื้นเอียง (Inclination Ratio) จะแสดงได้ว่าที่ทุก ๆ ความยาว X มม. ความสูงของ
พื้นเอียงจะเปลี่ยนแปลงไป 1 มม. ในกรณีเดียวกันอัตราลาดอาจจะแสดงได้เป็นเปอร์เซ็นต์ (%)
15 5 10 1 5 : 1 15 5 10 20 20 %
50 50 5 50 50 100