
Page 40 - 2018镇江太阳能杂志
P. 40
6、丝网CT时间为2.1S影响整个制程产出
单一提升丝网分选工段可以?
不可以,因为前后工段产能必选做到匹
配,目前除了丝网工序PECVD工艺时间长,湿
法工序滚轮带速慢。
7、只要理论数据大于38万/天就可以完成
(图7.1)
目标吗? 2、制程碎片率优化增加设备流畅性(图
不可以,完成既定目标除了理论产能满足 7.2)
外必须得控制好设备的故障率。
如:丝网分选设备小异常报警控
制,PECVD自动化设备报警湿法工序齿轮箱损
坏卡片返工控制等。
8、设备故障和理论产能控制好就可以完
成既定目标吗?
不可以,完成目标除了设备CT时间和故障
外还必须配合制造员工标准化执行,降低不可
(图7.2)
控风险,缩短开线周期长等问题
3、清洗工序返工片控制(图7.3):
六、建立对策:
针对OEE和cycletime提升制定如下措施:
(图7.3)
经过湿法工序设备工程师和制造员工共同
努力湿法工序返工控制在1400片/天,有效的
降低因提产带来的负面影响。
4、PE 自动化机械手报警次数优化:
通过对PECVD机械手原因梳理分析,明确
七、实施对策 机械手故障原因,设备内部机械手报警次数管
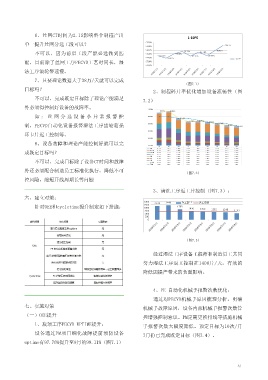
(一)OEE提升 控增强控制意识。PM定期更换排线等措施机械
1、瓶颈工序PECVD UPTIME提升: 手报警次数大幅度降低。预定目标为10次/月
设备通过PM项目细化故障提前预防设备 7月份已完成既定目标(图7.4)。
uptime有97.76%提升至9月的99.11%(图7.1)
41