
Page 10 - File 1
P. 10
argumentation
Techniques Used
Problems Faced
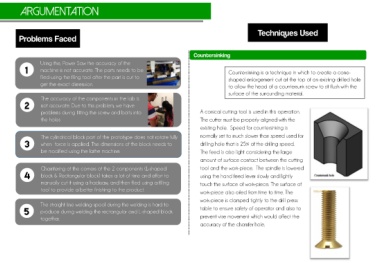
Countersinking
Using the, Power Saw the accuracy of the
machine is not accurate. The parts needs to be Countersinking is a technique in which to create a cone-
filed using the filing tool after the part is cut to shaped enlargement cut at the top of an existing drilled hole
get the exact dimension. to allow the head of a countersunk screw to sit flush with the
surface of the surrounding material.
The accuracy of the components in the lab is
not accurate. Due to this problem, we have
problems during fitting the screw and bolts into A conical cutting tool is used in this operation.
the holes The cutter must be properly aligned with the
existing hole. Speed for countersinking is
The cylindrical block part of the prototype does not rotate fully normally set to much slower than speed used for
when force is applied. The dimensions of the block needs to drilling hole that is 25% of the drilling speed.
be modified using the lathe machine. The feed is also light considering the large
amount of surface contact between the cutting
Chamfering of the corners of the 2 components (L-shaped tool and the work-piece. The spindle is lowered
block & Rectangular block) takes a lot of time and effort to using the hand feed lever slowly and lightly
manually cut it using a hacksaw, and then filed using a filling touch the surface of work-piece. The surface of
tool to provide a better finishing to the product.
work-piece also oiled from time to time. The
work-piece is clamped tightly to the drill press
The straight line welding spool during the welding is hard to
produce during welding the rectangular and L-shaped block table to ensure safety of operator and also to
together. prevent vise movement which would affect the
accuracy of the chamfer hole.