
Page 112 - C:\Users\Adik\Documents\Flip PDF Professional\Marketer PPT LR\
P. 112
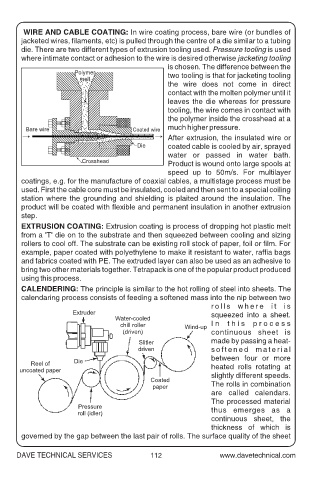
WIRE AND CABLE COATING: In wire coating process, bare wire (or bundles of
jacketed wires, filaments, etc) is pulled through the centre of a die similar to a tubing
die. There are two different types of extrusion tooling used. Pressure tooling is used
where intimate contact or adhesion to the wire is desired otherwise jacketing tooling
is chosen. The difference between the
Polymer
melt two tooling is that for jacketing tooling
the wire does not come in direct
contact with the molten polymer until it
leaves the die whereas for pressure
tooling, the wire comes in contact with
the polymer inside the crosshead at a
Bare wire Coated wire much higher pressure.
After extrusion, the insulated wire or
Die coated cable is cooled by air, sprayed
water or passed in water bath.
Crosshead
Product is wound onto large spools at
speed up to 50m/s. For multilayer
coatings, e.g. for the manufacture of coaxial cables, a multistage process must be
used. First the cable core must be insulated, cooled and then sent to a special coiling
station where the grounding and shielding is plaited around the insulation. The
product will be coated with flexible and permanent insulation in another extrusion
step.
EXTRUSION COATING: Extrusion coating is process of dropping hot plastic melt
from a 'T' die on to the substrate and then squeezed between cooling and sizing
rollers to cool off. The substrate can be existing roll stock of paper, foil or film. For
example, paper coated with polyethylene to make it resistant to water, raffia bags
and fabrics coated with PE. The extruded layer can also be used as an adhesive to
bring two other materials together. Tetrapack is one of the popular product produced
using this process.
CALENDERING: The principle is similar to the hot rolling of steel into sheets. The
calendaring process consists of feeding a softened mass into the nip between two
r o l l s w h e r e i t i s
Extruder squeezed into a sheet.
Water-cooled
chill roller Wind-up I n t h i s p r o c e s s
(driven) continuous sheet is
Slitler made by passing a heat-
driven s o f t e n e d m a t e r i a l
between four or more
Die
Reel of
uncoated paper heated rolls rotating at
slightly different speeds.
Coated
paper The rolls in combination
are called calendars.
The processed material
Pressure
roll (idler) thus emerges as a
continuous sheet, the
thickness of which is
governed by the gap between the last pair of rolls. The surface quality of the sheet
DAVE TECHNICAL SERVICES 112