
Page 113 - C:\Users\Adik\Documents\Flip PDF Professional\Marketer PPT LR\
P. 113
Calendered Rollers
develops on the last roll
and may be glossy, matt, or
Uncalendered
Jumbo Roll HOT STEEL ROLL embossed. After leaving
the calendar, the sheet is
PLASTIC ROLL passed over a number of
cooling rolls and then being
wound up. PVC is the most
TAPE SURFACE
commonly calendered
Rough Smooth
material. Calendering is
Calendered also widely used in the
Jumbo Roll
manufacture of textile
fabrics, coated fabrics, and
plastic sheeting to provide the desired surface finish and texture. Calender
installations require large initial capital investment. However, the high quality and
volume capabilities of calendering lines make them far superior for many products
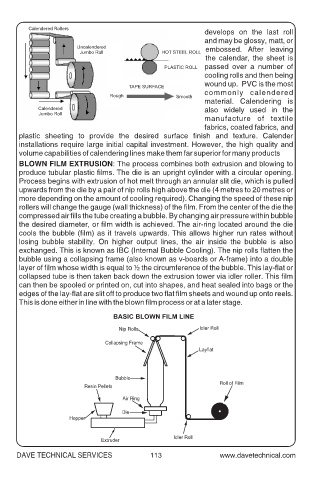
BLOWN FILM EXTRUSION: The process combines both extrusion and blowing to
produce tubular plastic films. The die is an upright cylinder with a circular opening.
Process begins with extrusion of hot melt through an annular slit die, which is pulled
upwards from the die by a pair of nip rolls high above the die (4 metres to 20 metres or
more depending on the amount of cooling required). Changing the speed of these nip
rollers will change the gauge (wall thickness) of the film. From the center of the die the
compressed air fills the tube creating a bubble. By changing air pressure within bubble
the desired diameter, or film width is achieved. The air-ring located around the die
cools the bubble (film) as it travels upwards. This allows higher run rates without
losing bubble stability. On higher output lines, the air inside the bubble is also
exchanged. This is known as IBC (Internal Bubble Cooling). The nip rolls flatten the
bubble using a collapsing frame (also known as v-boards or A-frame) into a double
layer of film whose width is equal to ½ the circumference of the bubble. This lay-flat or
collapsed tube is then taken back down the extrusion tower via idler roller. This film
can then be spooled or printed on, cut into shapes, and heat sealed into bags or the
edges of the lay-flat are slit off to produce two flat film sheets and wound up onto reels.
This is done either in line with the blown film process or at a later stage.
BASIC BLOWN FILM LINE
Nip Rolls Idler Roll
Collapsing Frame
Layflat
Bubble
Roll of Film
Resin Pellets
Air Ring
Die
Hopper
Idler Roll
Extruder
DAVE TECHNICAL SERVICES 113