
Page 129 - C:\Users\Adik\Documents\Flip PDF Professional\Marketer PPT LR\
P. 129
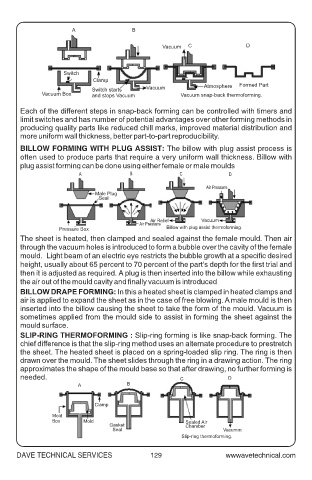
A B
Vacuum C D
Switch
Clamp
Switch starts Vacuum Atmosphere Formed Part
Vacuum Box Vacuum snap-back thermoforming.
and stops Vacuum
Each of the different steps in snap-back forming can be controlled with timers and
limit switches and has number of potential advantages over other forming methods in
producing quality parts like reduced chill marks, improved material distribution and
more uniform wall thickness, better part-to-part reproducibility.
BILLOW FORMING WITH PLUG ASSIST: The billow with plug assist process is
often used to produce parts that require a very uniform wall thickness. Billow with
plug assist forming can be done using either female or male moulds
A B C D
Air Pressure
Male Plug
Seal
Air Relief Vacuum
Air Pressure
Pressure Box Billow with plug assist thermoforming.
The sheet is heated, then clamped and sealed against the female mould. Then air
through the vacuum holes is introduced to form a bubble over the cavity of the female
mould. Light beam of an electric eye restricts the bubble growth at a specific desired
height, usually about 65 percent to 70 percent of the part's depth for the first trial and
then it is adjusted as required. A plug is then inserted into the billow while exhausting
the air out of the mould cavity and finally vacuum is introduced
BILLOW DRAPE FORMING: In this a heated sheet is clamped in heated clamps and
air is applied to expand the sheet as in the case of free blowing. A male mould is then
inserted into the billow causing the sheet to take the form of the mould. Vacuum is
sometimes applied from the mould side to assist in forming the sheet against the
mould surface.
SLIP-RING THERMOFORMING : Slip-ring forming is like snap-back forming. The
chief difference is that the slip-ring method uses an alternate procedure to prestretch
the sheet. The heated sheet is placed on a spring-loaded slip ring. The ring is then
drawn over the mould. The sheet slides through the ring in a drawing action. The ring
approximates the shape of the mould base so that after drawing, no further forming is
needed. C D
A B
Clamp
Mold
Box Mold Sealed Air
Gasket Chamber
Seal Vacumm
Slip-ring thermoforming.
DAVE TECHNICAL SERVICES 129