
Page 132 - C:\Users\Adik\Documents\Flip PDF Professional\Marketer PPT LR\
P. 132
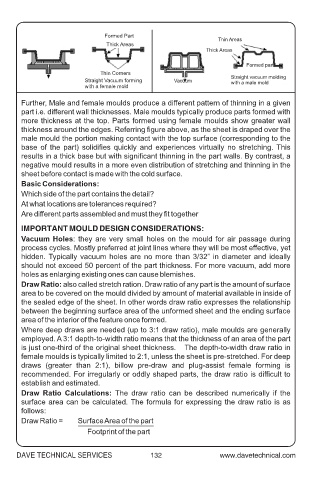
Formed Part
Thin Areas
Thick Areas
Thick Areas
Formed part
Thin Corners
Straight vacuum molding
Straight Vacuum forming Vacuum with a male mold
with a female mold
Further, Male and female moulds produce a different pattern of thinning in a given
part i.e. different wall thicknesses. Male moulds typically produce parts formed with
more thickness at the top. Parts formed using female moulds show greater wall
thickness around the edges. Referring figure above, as the sheet is draped over the
male mould the portion making contact with the top surface (corresponding to the
base of the part) solidifies quickly and experiences virtually no stretching. This
results in a thick base but with significant thinning in the part walls. By contrast, a
negative mould results in a more even distribution of stretching and thinning in the
sheet before contact is made with the cold surface.
Basic Considerations:
Which side of the part contains the detail?
At what locations are tolerances required?
Are different parts assembled and must they fit together
IMPORTANT MOULD DESIGN CONSIDERATIONS :
Vacuum Holes: they are very small holes on the mould for air passage during
process cycles. Mostly preferred at joint lines where they will be most effective, yet
hidden. Typically vacuum holes are no more than 3/32” in diameter and ideally
should not exceed 50 percent of the part thickness. For more vacuum, add more
holes as enlarging existing ones can cause blemishes.
Draw Ratio: also called stretch ration. Draw ratio of any part is the amount of surface
area to be covered on the mould divided by amount of material available in inside of
the sealed edge of the sheet. In other words draw ratio expresses the relationship
between the beginning surface area of the unformed sheet and the ending surface
area of the interior of the feature once formed.
Where deep draws are needed (up to 3:1 draw ratio), male moulds are generally
employed. A 3:1 depth-to-width ratio means that the thickness of an area of the part
is just one-third of the original sheet thickness. The depth-to-width draw ratio in
female moulds is typically limited to 2:1, unless the sheet is pre-stretched. For deep
draws (greater than 2:1), billow pre-draw and plug-assist female forming is
recommended. For irregularly or oddly shaped parts, the draw ratio is difficult to
establish and estimated.
Draw Ratio Calculations: The draw ratio can be described numerically if the
surface area can be calculated. The formula for expressing the draw ratio is as
follows:
Draw Ratio = Surface Area of the part
Footprint of the part
DAVE TECHNICAL SERVICES 132