
Page 130 - C:\Users\Adik\Documents\Flip PDF Professional\Marketer PPT LR\
P. 130
Parts formed by the slip-ring method generally exhibit excellent uniformity in wall
thickness. In this production method, the sheet is not gripped as tightly as it is being
formed, which can help in getting more material out of the clamping frame and into the
part.
Twin sheet forming:
In twin-sheet forming, two sheets of plastic are heated and held in separate clamping
frames in their respective separate female moulds. The mould halves then close,
sealing the edges of the sheet. A vacuum is introduced while at the same time
pressurized air is blown between the two sheets, inducing the plastic to conform to
A B C D
Female Mold Vacuum Sheets Formed
Upper Half Against Mold With Formed
Air Pressure Hollow
Two Heated Part
Sheets Air
Mold Halves
Female Mold Sealing sheets Pressure
Through
Lower Half Together Needle
Vacuum
the mould walls and get cooled. It provides flexibility of using different thickness and
colour sheet for top and bottom parts also reproduce fine surface details on the part.
Twin-sheet forming produces finished parts resembling those made by blow
moulding or rotational moulding
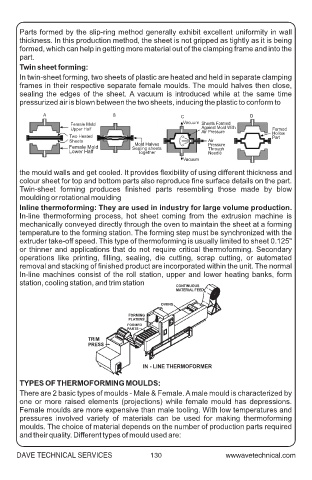
Inline thermoforming: They are used in industry for large volume production.
In-line thermoforming process, hot sheet coming from the extrusion machine is
mechanically conveyed directly through the oven to maintain the sheet at a forming
temperature to the forming station. The forming step must be synchronized with the
extruder take-off speed. This type of thermoforming is usually limited to sheet 0.125"
or thinner and applications that do not require critical thermoforming. Secondary
operations like printing, filling, sealing, die cutting, scrap cutting, or automated
removal and stacking of finished product are incorporated within the unit. The normal
In-line machines consist of the roll station, upper and lower heating banks, form
station, cooling station, and trim station
CONTINUOUS
MATERIAL FEED
OVENS
FORMING
PLATENS
FORMED
PARTS
TRIM
PRESS
IN - LINE THERMOFORMER
TYPES OF THERMOFORMING MOULDS:
There are 2 basic types of moulds - Male & Female. A male mould is characterized by
one or more raised elements (projections) while female mould has depressions.
Female moulds are more expensive than male tooling. With low temperatures and
pressures involved variety of materials can be used for making thermoforming
moulds. The choice of material depends on the number of production parts required
and their quality. Different types of mould used are:
DAVE TECHNICAL SERVICES 130