
Page 81 - C:\Users\Adik\Documents\Flip PDF Professional\Marketer PPT LR\
P. 81
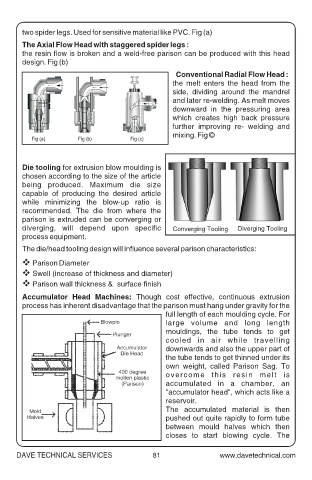
two spider legs. Used for sensitive material like PVC. Fig (a)
The Axial Flow Head with staggered spider legs :
the resin flow is broken and a weld-free parison can be produced with this head
design. Fig (b)
Conventional Radial Flow Head :
the melt enters the head from the
side, dividing around the mandrel
and later re-welding. As melt moves
downward in the pressuring area
which creates high back pressure
further improving re- welding and
mixing. Fig ©
Fig (a) Fig (b) Fig (c)
Die tooling for extrusion blow moulding is
chosen according to the size of the article
being produced. Maximum die size
capable of producing the desired article
while minimizing the blow-up ratio is
recommended. The die from where the
parison is extruded can be converging or
diverging, will depend upon specific Converging Tooling Diverging Tooling
process equipment.
The die/head tooling design will influence several parison characteristics:
vParison Diameter
vSwell (increase of thickness and diameter)
vParison wall thickness & surface finish
Accumulator Head Machines: Though cost effective, continuous extrusion
process has inherent disadvantage that the parison must hang under gravity for the
full length of each moulding cycle. For
large volume and long length
mouldings, the tube tends to get
cooled in air while travelling
downwards and also the upper part of
the tube tends to get thinned under its
own weight, called Parison Sag. To
overcome this resin melt is
accumulated in a chamber, an
"accumulator head", which acts like a
reservoir.
The accumulated material is then
pushed out quite rapidly to form tube
between mould halves which then
closes to start blowing cycle. The
DAVE TECHNICAL SERVICES 81