
Page 86 - C:\Users\Adik\Documents\Flip PDF Professional\Marketer PPT LR\
P. 86
provides a clean appearance
• Sidewalls & Draft:
Textures are commonly applied to
mould surfaces enhance cosmetic
surface appearance. Draft is
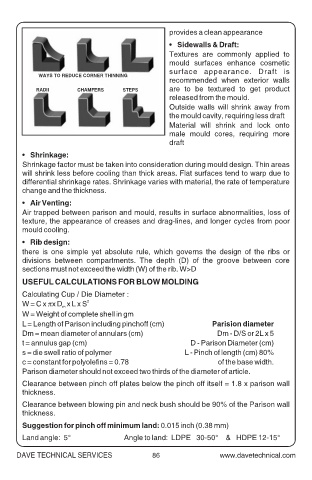
WAYS TO REDUCE CORNER THINNING
recommended when exterior walls
RADII CHAMFERS STEPS are to be textured to get product
released from the mould.
Outside walls will shrink away from
the mould cavity, requiring less draft
Material will shrink and lock onto
male mould cores, requiring more
draft
• Shrinkage:
Shrinkage factor must be taken into consideration during mould design. Thin areas
will shrink less before cooling than thick areas. Flat surfaces tend to warp due to
differential shrinkage rates. Shrinkage varies with material, the rate of temperature
change and the thickness.
• Air Venting:
Air trapped between parison and mould, results in surface abnormalities, loss of
texture, the appearance of creases and drag-lines, and longer cycles from poor
mould cooling.
• Rib design:
there is one simple yet absolute rule, which governs the design of the ribs or
divisions between compartments. The depth (D) of the groove between core
sections must not exceed the width (W) of the rib. W>D
USEFUL CALCULATIONS FOR BLOW MOLDING
Calculating Cup / Die Diameter :
W = C x px D x L x S 2
m
W = Weight of complete shell in gm
L = Length of Parison including pinchoff (cm) Parision diameter
Dm = mean diameter of annulars (cm) Dm - D/S or 2L x 5
t = annulus gap (cm) D - Parison Diameter (cm)
s = die swell ratio of polymer L - Pinch of length (cm) 80%
c = constant for polyolefins = 0.78 of the base width.
Parison diameter should not exceed two thirds of the diameter of article.
Clearance between pinch off plates below the pinch off itself = 1.8 x parison wall
thickness.
Clearance between blowing pin and neck bush should be 90% of the Parison wall
thickness.
Suggestion for pinch off minimum land: 0.015 inch (0.38 mm)
Land angle: 5° Angle to land: LDPE 30-50° & HDPE 12-15°
DAVE TECHNICAL SERVICES 86