
Page 85 - C:\Users\Adik\Documents\Flip PDF Professional\Marketer PPT LR\
P. 85
materials have been stretch blown, including
polypropylene. As time goes on and technology
moves forward, more materials will lend
themselves to stretch blow moulding as their
molecular structures are altered to suit this
process.
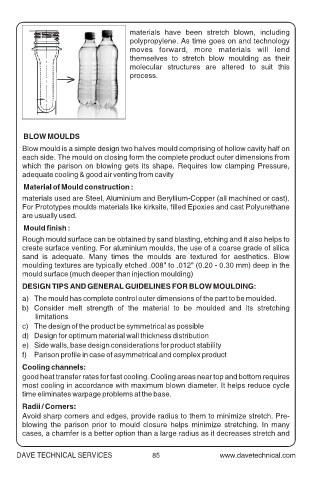
BLOW MOULDS
Blow mould is a simple design two halves mould comprising of hollow cavity half on
each side. The mould on closing form the complete product outer dimensions from
which the parison on blowing gets its shape. Requires low clamping Pressure,
adequate cooling & good air venting from cavity
Material of Mould construction :
materials used are Steel, Aluminium and Beryllium-Copper (all machined or cast).
For Prototypes moulds materials like kirksite, filled Epoxies and cast Polyurethane
are usually used.
Mould finish :
Rough mould surface can be obtained by sand blasting, etching and it also helps to
create surface venting. For aluminium moulds, the use of a coarse grade of silica
sand is adequate. Many times the moulds are textured for aesthetics. Blow
moulding textures are typically etched .008" to .012" (0.20 - 0.30 mm) deep in the
mould surface (much deeper than injection moulding)
DESIGN TIPS AND GENERAL GUIDELINES FOR BLOW MOULDING:
a) The mould has complete control outer dimensions of the part to be moulded.
b) Consider melt strength of the material to be moulded and its stretching
limitations
c) The design of the product be symmetrical as possible
d) Design for optimum material wall thickness distribution
e) Side walls, base design considerations for product stability
f) Parison profile in case of asymmetrical and complex product
Cooling channels:
good heat transfer rates for fast cooling. Cooling areas near top and bottom requires
most cooling in accordance with maximum blown diameter. It helps reduce cycle
time eliminates warpage problems at the base.
Radii / Corners:
Avoid sharp corners and edges, provide radius to them to minimize stretch. Pre-
blowing the parison prior to mould closure helps minimize stretching. In many
cases, a chamfer is a better option than a large radius as it decreases stretch and
DAVE TECHNICAL SERVICES 85