
Page 83 - C:\Users\Adik\Documents\Flip PDF Professional\Marketer PPT LR\
P. 83
3 D BLOW MOULDING TECHNOLOGY:
Conventional blow moulding processes are not ideally suited to produce long
narrow complicated, three-dimensional tubular shapes such as fuel tank filler pipes,
automotive air ducts, tubes used in household appliances, etc. They inevitably
results in welding seams at the pinch areas and potentially large amounts of flash at
the mould parting line producing excessive scrap. In some cases, flash can weigh
multiple times the weight of the moulding itself. In 3D blow moulding, a parison sized
according to the article diameter is directed by special devices directly into the
cavity of the blow mould avoiding pinch areas and welding seams on either side of
the article and minimizing overall material usage. 3D is used with intermittent
extrusion blow moulding and can be used with multiple materials (Co-Extrusion) like
rigid with elastic material and short glass fibre reinforced materials.
INJECTION BLOW MOULDING (IBM)
This process is generally suitable for smaller containers with large volumes. It
provides accurate neck size dimensions, uniform material distribution with zero
scrap generation. The process stages are:
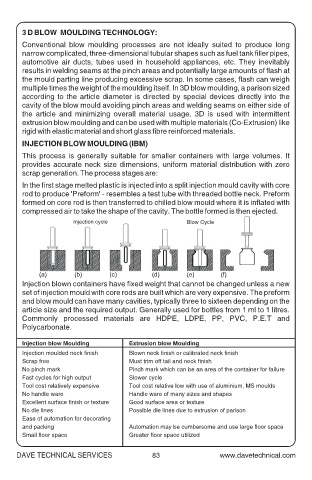
In the first stage melted plastic is injected into a split injection mould cavity with core
rod to produce 'Preform' - resembles a test tube with threaded bottle neck. Preform
formed on core rod is then transferred to chilled blow mould where it is inflated with
compressed air to take the shape of the cavity. The bottle formed is then ejected.
Injection cycle Blow Cycle
(a) (b) (d) (e) (f)
Injection blown containers have fixed weight that cannot be changed unless a new
set of injection mould with core rods are built which are very expensive. The preform
and blow mould can have many cavities, typically three to sixteen depending on the
article size and the required output. Generally used for bottles from 1 ml to 1 litres.
Commonly processed materials are HDPE, LDPE, PP, PVC, P.E.T and
Polycarbonate.
Injection blow Moulding Extrusion blow Moulding
Injection moulded neck finish Blown neck finish or calibrated neck finish
Scrap free Must trim off tail and neck finish
No pinch mark Pinch mark which can be an area of the container for failure
Fast cycles for high output Slower cycle
Tool cost relatively expensive Tool cost relative low with use of aluminium, MS moulds
No handle ware Handle ware of many sizes and shapes
Excellent surface finish or texture Good surface area or texture
No die lines Possible die lines due to extrusion of parison
Ease of automation for decorating
and packing Automation may be cumbersome and use large floor space
Small floor space Greater floor space utilized
DAVE TECHNICAL SERVICES 83