
Page 84 - C:\Users\Adik\Documents\Flip PDF Professional\Marketer PPT LR\
P. 84
INJECTION STRETCH BLOW MOULDING (ISBM) :
Best known for producing PET bottles. ISBM uses the same procedures as IBM
where the preform is produced by Injection moulding and then transferred to a blow
mould, but prior to
blowing, inside the
mould the preform is
f i r s t s t r e t c h e d
mechanically with a
stretch rod.
As the rod travels down
low-pressure air is
introduced blowing a
'bubble'. Once the
stretch rod is fully
e x t e n d e d , h i g h -
pressure air blows the
expanded bubble into
the shape of the blow
mould. This biaxial stretching of material increases the tensile strength, barrier
properties, drop impact, clarity and top load in the container. This also helps in
reducing weight of bottles. ISBM is used for extremely high volume (multi-million)
runs of products such as jars, containers for packaging, kitchenware and bottles for
water, juices, carbonated beverage, liquor and feeding bottles. Equipments setup
and tooling are very expensive.
Reheat & Stretch Blow Moulding:
Similar to ISBM but divided in to 2 steps hence also referred to as two stage ISBM
process. The Preform are manufactured by Injection Moulding machine and stored
or procured from outside vendor.
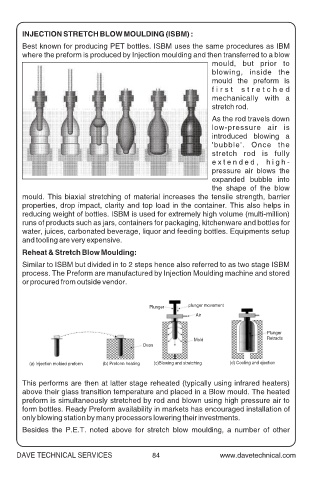
Plunger plunger movement
Air
Plunger
Mold Retracts
Oven
(a) Injection molded preform (b) Preform heating (c)Blowing and stretching (d) Cooling and ejection
This performs are then at latter stage reheated (typically using infrared heaters)
above their glass transition temperature and placed in a Blow mould. The heated
preform is simultaneously stretched by rod and blown using high pressure air to
form bottles. Ready Preform availability in markets has encouraged installation of
only blowing station by many processors lowering their investments.
Besides the P.E.T. noted above for stretch blow moulding, a number of other
DAVE TECHNICAL SERVICES 84