
Page 30 - PRAKTEK1
P. 30
MATERI BAHAN AJAR PERKULIAHAN PLC , OLEH : HERRI TRISNA FRIANTO, S.T.,M.T.
Bila material jatuh pada ban berjalan 1, motor 1 harus dimulai, dan bila material hadir pada ban berjalan
2, motor 2 tetap menyala.
Saklar juga bisa digunakan terkadang untuk mendeteksi keberadaan material. Namun untuk
pengoperasian yang lebih andal, Load cell bisa digunakan seperti yang ditunjukkan pada diagram di atas.
Program PLC
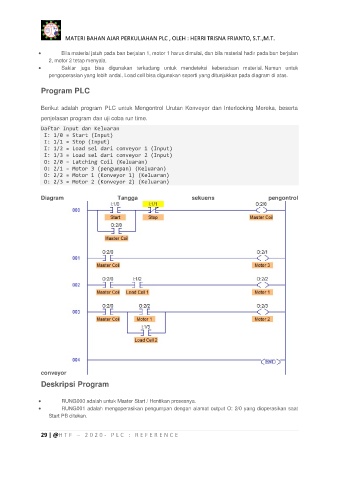
Berikut adalah program PLC untuk Mengontrol Urutan Konveyor dan Interlocking Mereka, beserta
penjelasan program dan uji coba run time.
Daftar Input dan Keluaran
I: 1/0 = Start (Input)
I: 1/1 = Stop (Input)
I: 1/2 = Load sel dari conveyor 1 (Input)
I: 1/3 = Load sel dari conveyor 2 (Input)
O: 2/0 = Latching Coil (Keluaran)
O: 2/1 = Motor 3 (pengumpan) (Keluaran)
O: 2/2 = Motor 1 (Konveyor 1) (Keluaran)
O: 2/3 = Motor 2 (Konveyor 2) (Keluaran)
Diagram Tangga sekuens pengontrol
conveyor
Deskripsi Program
RUNG000 adalah untuk Master Start / Hentikan prosesnya.
RUNG001 adalah mengoperasikan pengumpan dengan alamat output O: 2/0 yang dioperasikan saat
Start PB ditekan.
29 | @H T F – 2 0 2 0 - P L C : R E F E R E N C E