
Page 76 - Buy Premium Tools ATORN Catalogue
P. 76
Drilling tools
Deep hole drill
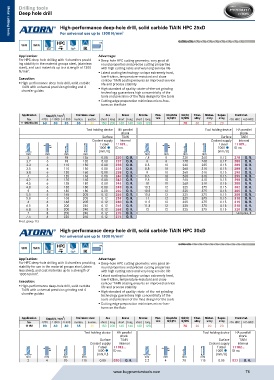
High-performance deep-hole drill, solid carbide TiAlN HPC 25xD
For universal use up to 1300 N/mm 2
Metal cutting tools
Metal cutting tools
HPC HA
VHM TiAlN UNI
25xD 140° IK
Application: Advantage:
For HPC deep-hole drilling with 4 chamfers provid- Deep-hole HPC cutting geometry: very good all-
ing stability in the material groups steel, (stainless round properties and precise cutting properties
steel), and cast materials up to a strength of 1300 with high cutting rates and very long service life
N/mm . 2 Latest coating technology: unique extremely hard,
Execution: low-friction, temperature-resistant and close
contour TiAlN coating ensures an improved service
High-performance deep-hole drill, solid carbide life and process stability
TiAlN with universal precision grinding and 4 High standard of quality: state-of-the-art grinding
chamfer guides technology guarantees high concentricity of the
tools and precision of the flute design for the tools
Cutting edge preparation minimises micro-frac-
tures on the flute
Application Steel (N/mm ) 2 Stainless steel Alu Brass Bronze Plas- Graphite GG(G) Titan- Nickel- Super- Hard mat.
No. <700 <1000 <1300 marten. austen. short long short long short long tics G(C)FK GjMW alloy alloy alloy <55 HRC <65 HRC
11189230-320 60 50 35 35 30 150 200 160 140 140 120 70 30 20 20
Tool holding device HA parallel Tool holding device HA parallel
shank shank
Surface TiAlN Surface TiAlN
Coolant supply Internal Coolant supply Internal
f steel 11189... f steel 11189...
h6 1000 ID no. h6 1000 ID no.
(mm/U) (mm/U)
mm mm mm mm mm mm mm mm
3 6 98 135 0.08 230 O. R. 7.8 8 220 260 0.12 278 O. R.
3.2 6 98 135 0.08 232 O. R. 8 8 220 260 0.12 280 O. R.
3.3 6 110 150 0.08 233 O. R. 8.5 10 240 285 0.15 285 O. R.
3.5 6 110 150 0.08 235 O. R. 8.8 10 268 310 0.15 288 O. R.
3.8 6 120 160 0.08 238 O. R. 9 10 268 310 0.15 290 O. R.
4 6 120 160 0.08 240 O. R. 9.5 10 268 310 0.15 295 O. R.
4.2 6 120 160 0.08 242 O. R. 9.8 10 268 310 0.15 298 O. R.
4.5 6 135 180 0.08 245 O. R. 10 10 268 310 0.15 300 O. R.
4.8 6 135 180 0.08 248 O. R. 10.2 12 325 375 0.15 302 O. R.
5 6 135 180 0.08 250 O. R. 10.5 12 325 375 0.15 305 O. R.
5.5 6 168 205 0.12 255 O. R. 10.8 12 325 375 0.15 308 O. R.
5.8 6 168 205 0.12 258 O. R. 11 12 325 375 0.15 310 O. R.
6 6 168 205 0.12 260 O. R. 11.5 12 325 375 0.15 315 O. R.
6.5 8 200 240 0.12 265 O. R. 11.8 12 325 375 0.15 318 O. R.
6.8 8 200 240 0.12 268 O. R. 12 12 325 375 0.15 320 O. R.
7 8 200 240 0.12 270 O. R. Unit price, €
7.5 8 220 260 0.12 275 O. R.
Prod. group 113
High-performance deep-hole drill, solid carbide TiAlN HPC 30xD
For universal use up to 1300 N/mm 2
HPC HA
VHM TiAlN UNI
30xD 140° IK
Application: Advantage:
For HPC deep-hole drilling with 4 chamfers providing Deep-hole HPC cutting geometry: very good all-
stability for use in the material groups steel, (stain- round properties and precise cutting properties
less steel), and cast materials up to a strength of with high cutting rates and very long service life
1300 N/mm . 2 Latest coating technology: unique extremely hard,
Execution: low-friction, temperature-resistant and close
contour TiAlN coating ensures an improved service
High-performance deep-hole drill, solid carbide life and process stability
TiAlN with universal precision grinding and 4 High standard of quality: state-of-the-art grinding
chamfer guides
technology guarantees high concentricity of the
tools and precision of the flute design for the tools
Cutting edge preparation minimises micro-frac-
tures on the flute
Application Steel (N/mm ) 2 Stainless steel Alu Brass Bronze Plas- Graphite GG(G) Titan- Nickel- Super- Hard mat.
No. <700 <1000 <1300 marten. austen. short long short long short long tics G(C)FK GjMW alloy alloy alloy <55 HRC <65 HRC
11182 80 60 40 35 30 150 200 160 140 140 120 70 30 20 20
Tool holding device HA parallel Tool holding device HA parallel
shank shank
Surface TiAlN Surface TiAlN
Coolant supply Internal Coolant supply Internal
f steel 11182... f steel 11182...
h6 1000 ID no. h6 1000 ID no.
(mm/U) (mm/U)
mm mm mm mm mm mm mm mm
2 4 70 115 0.05 020 O. R. 2.2 4 70 115 0.05 022 O. R.
www.buypremiumtools.com 76