
Page 120 - เขียนแบบวิศวกรรม
P. 120
120
จะเห็นว่าถ้าขนาดระบุโตขึ้นค่าพิกัดความเผื่อก็จะยิ่งมากขึ้น ในการเลือกคุณภาพสวม จะต้อง
พิจารณาถึงความเหมาะสมในการผลิต แต่ก็มีการก าหนดเป็นหลักเกณฑ์ดังนี้
คุณภาพงานสวมระดับ IT 01 ถึง IT 6 ส าหรับการผลิตเครื่องมือวัดและอุปกรณ์ทดสอบต่าง ๆ
คุณภาพงานสวมระดับ IT 5 ถึง IT 12 ส าหรับงานเครื่องกลทั่วไป
คุณภาพงานสวมระดับ IT 12 ถึง IT18 ส าหรับผลิตผลงานทุบขึ้นรูป, งานรีด, งานหล่อขึ้นรูป
9.5 ระบบงานสวม
ตามระบบสากลจะเรียกว่า ระบบงานสวม ISO โดยก าหนดให้ ต าแหน่งพิกัดความเผื่อไปยังเส้น
ศูนย์ด้วยอักษร ส่วนขนาดของพิกัดความเผื่อจะก าหนดด้วยตัวเลข (ตัวเลขคุณภาพ) ต าแหน่งของ
พิกัดความเผื่อส าหรับรู (ขนาดภายใน) จะก าหนดด้วยอักษรตัวใหญ่ A ถึง Z และมีอักษรผสม JS,
ZA, ZB, ZC ร่วมใช้งานด้วย
ส าหรับกรณีของเพลาจะก าหนดด้วยอักษรตัวเล็ก a ถึง z และมีอักษรผสม js, za, zb, zc ร่วม
ใช้งานด้วย
9.5.1 ระบบงานสวม ISO แบ่งเออกเป็น
ระบบงานสวมรูคงที่
ระบบงานสวมเพลาคงที่
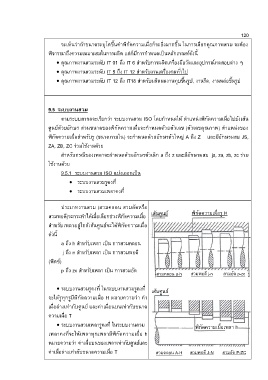
ประเภทงานสวม (สวมคลอน สวมอัดหรือ
สวมพอดี)จะกระท าได้เมื่อเลือกช่วงพิกัดความเผื่อ เส้นศูนย์ พิกัดความเผื่อรู H
ส าหรับเพลาอยู่ใกล้เส้นศูนย์จะได้พิกัดความเผื่อ
ดังนี้
a ถึง h ส าหรับเพลา เป็น การสวมคลอน
j ถึง n ส าหรับเพลา เป็น การสวมพอดี
(พิตซ์)
p ถึง zc ส าหรับเพลา เป็น การสวมอัด สวมคลอน a-h สวมพอดี j-n สวมอัด p-zc
ระบบงานสวมรูคงที่ ในระบบงานสวมรูคงที่
เส้นศูนย์
จะให้รูทุกรูมีพิกัดความเผื่อ H หมายความว่า ค่า
เผื่อล่างเท่ากับศูนย์ และค่าเผื่อนบนเท่ากับขนาด
ความเผื่อ T
ระบบงานสวมเพลารูคงที่ ในระบบงานสวม
พิกัดความเผื่อเพลา h
เพลาคงที่จะให้เพลาทุกเพลามีพิกัดความเผื่อ h
หมายความว่า ค่าเผื่อบนของเพลาเท่ากับศูนย์และ
ค่าเผื่อล่างเท่ากับขนาดความเผื่อ T สวมคลอน A-H สวมพอดี J-N สวมอัด P-ZC