
Page 16 - 05.03.2020
P. 16
МЕТАЛЛООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
Обоснование конструкции блочного расточного инструмента
Целью разработки является повышение эффективности растачивания
корпусных деталей в условиях гибкого производства на базе многоцелевых
станков с ЧПУ.
В таком производстве многообра-
зие обрабатываемых деталей и техноло-
гия обработки точных отверстий в этих
деталях требуют большого количества
расточных оправок, как на станках, так и
на складе. Например, комплект оправок
для обработки детали типа «коробка по-
дач» токарного станка мод. 16К20 вклю-
чает 34 оправки.
Поэтому для обработки корпусных
деталей в указанных условиях целесоо-
бразно использовать блочный расточный
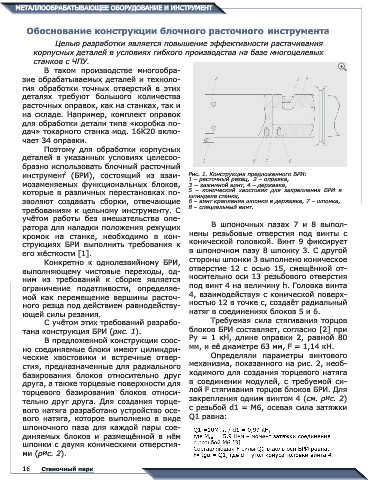
инструмент (БРИ), состоящий из взаи- Рис. 1. Конструкция предложенного БРИ:
мозаменяемых функциональных блоков, 1 – рас точный резец, 2 – оправка,
3 − зажимной винт, 4 – державка,
которые в различных перестановках по- 5 – конический хвостовик для закрепления БРИ в
шпинделе стан ка,
зволяют создавать сборки, отвечающие 6 – винт крепления шпонки в державке, 7 – шпонка,
требованиям к цельному инструменту. С 8 – специальный винт.
учётом работы без вмешательства опе-
ратора для наладки положения режущих В шпоночных пазах 7 и 8 выпол-
кромок на станке, необходимо в кон- нены резьбовые отверстия под винты с
струкциях БРИ выполнить требования к конической головкой. Винт 9 фиксирует
его жёсткости [1]. в шпоночном пазу 8 шпонку 3. С другой
Конкретно к однолезвийному БРИ, стороны шпонки 3 выполнено коническое
выполняющему чистовые переходы, од- отверстие 12 с осью 15, смещённой от-
ним из требований к сборке является носительно оси 13 резьбового отверстия
ограничение податливости, определяе- под винт 4 на величину h. Головка винта
мой как перемещение вершины расточ- 4, взаимодействуя с конической поверх-
ного резца под действием равнодейству- ностью 12 в точке c, создаёт радиальный
ющей силы резания. натяг в соединениях блоков 5 и 6.
С учётом этих требований разрабо- Требуемая сила стягивания торцов
тана конструкция БРИ (рис. 1). блоков БРИ составляет, согласно [2] при
В предложенной конструкции соос- Py = 1 кН, длине оправки 2, равной 80
но соединяемые блоки имеют цилиндри- мм, и её диаметре 63 мм, F = 1,14 кН.
ческие хвостовики и встречные отвер- Определяли параметры винтового
стия, предназначенные для радиального механизма, показанного на рис. 2, необ-
базирования блоков относительно друг ходимого для создания торцевого натяга
друга, а также торцевые поверхности для в соединении модулей, с требуемой си-
торцевого базирования блоков относи- лой F стягивания торцов блоков БРИ. Для
тельно друг друга. Для создания торце- закрепления одним винтом 4 (см. рис. 2)
вого натяга разработано устройство осе- с резьбой d1 = М6, осевая сила затяжки
вого натяга, которое выполнено в виде Q1 равна:
шпоночного паза для каждой пары сое-
диняемых блоков и размещённой в нём
шпонки с двумя коническими отверстия-
ми (рис. 2).
16 Станочный парк