
Page 156 - Full paper สอฉ.3-62
P. 156
10 Terminal งอ 90 0.023 8.2 อภิปรายผล การวิจัย
11 อื่นๆ 14 0.004 1. จากข้อมูลพบว่าของเสียที่เกิดขึ้นในกระบวนการ
รวม 2,093 0.530 ฉีดพลาสติกที่มีอันดับสูงสุดคือ งานมีจุดดำ (Black
dot NG) ส่งผลให้เสียเวลาในการตรวจสอบ และ
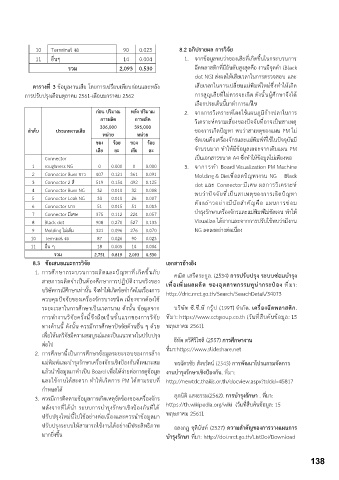
ตารางที่ 3 ข้อมูลงานเสีย โดยการเปรียบเทียบก่อนและหลัง เสียเวลาในการเปลี่ยนแม่พิมพ์ใหม่ซึ่งทำให้เกิด
การปรับปรุงเดือนตุลาคม 2561-เดือนมกราคม 2562 การสูญเสียที่ไม่ควรจะเกิด ดังนั้นผู้ศึกษาจึงได้
เลือกประเด็นนี้มาทำการแก้ไข
ก่อน ปริมาณ หลัง ปริมาณ 2. จากการวิเคราะห์โดยใช้แผนภูมิก้างปลาในการ
การผลิต การผลิต วิเคราะห์ความเสี่ยงของปัจจัยที่อาจเป็นสาเหตุ
336,000 395,000
ลำดับ ประเภทงานเสีย ของการเกิดปัญหา พบว่าสาเหตุของแผน PM ไม่
หน่วย หน่วย
ของ ร้อย ของ ร้อย ชัดเจนคือเครื่องจักรและแม่พิมพ์ที่ใช้ในปัจจุบันมี
เสีย ละ เสีย ละ จำนวนมาก ทำให้มีข้อมูลเยอะจากเดิมแผน PM
Connector เป็นเอกสารขนาด A4 ซึ่งทำให้ข้อมูลไม่เพียงพอ
1 roughness NG 0 0.000 0 0.000 3. จาการทำ Board Visualization PM Machine
2 Connector Burn ขาว 407 0.121 361 0.091 Molding & Dieเพื่อลดปัญหางาน NG Black
3 Connector 2 สี 519 0.154 492 0.125 dot และ Connector มีเศษ ผลการวิเคราะห์
4 Connector Burn NG 32 0.010 32 0.008 พบว่าปัจจัยที่เป็นสาเหตุของการเกิดปัญหา
5 Connector Leak NG 33 0.010 26 0.007 ดังกล่าวอย่างมีนัยสำคัญคือ แผนการซ่อม
6 Connector บาง 51 0.015 51 0.013
7 Connector มีเศษ 375 0.112 224 0.057 บำรุงรักษาเครื่องจักรและแม่พิมพ์ไม่ชัดเจน ทำให้
8 Black dot 908 0.270 527 0.133 Visualize ได้ยากและจากการปรับใช้พบว่ามีงาน
9 Molding ไม่เต็ม 321 0.096 276 0.070 NG ลดลงอย่างต่อเนื่อง
10 Terminal งอ 87 0.026 90 0.023
11 อื่น ๆ 18 0.005 14 0.004
รวม 2,751 0.819 2,093 0.530
8.3 ข้อเสนอแนะการวิจัย เอกสารอ้างอิง
1. การศึกษากระบวนการผลิตและปัญหาที่เกิดขึ้นกับ คณิต เสรีตระกูล. (2534) การปรับปรุง ระบบซ่อมบำรุง
สายการผลิตจำเป็นต้องศึกษาการปฏิบัติงานจริงของ เพื่อเพิ่มผลผลิต ของอุตสาหกรรมทูน่ากระป๋อง ที่มา:
บริษัทกรณีศึกษาเท่านั้น จึงทำให้เกิดข้อจำกัดในเรื่องการ http://dric.nrct.go.th/Search/SearchDetail/34073
ควบคุมปัจจัยของเครื่องจักรบางชนิด เนื่องจากต้องใช้
ระยะเวลาในการศึกษาเป็นเวลานาน ดังนั้น ข้อมูลจาก บริษัท ซี.ซี.ที กรู๊ป (1997) จำกัด. เครื่องฉีดพลาสติก.
การทำงานวิจัยครั้งนี้จึงถือเป็นขั้นแรกของการวิจัย ทีมา: https://www.cctgroup.co.th (วันที่สืบค้นข้อมูล: 15
ทางด้านนี้ ดังนั้น ควรมีการศึกษาปัจจัยด้านอื่น ๆ ด้วย พฤษภาคม 2561).
เพื่อให้ผลวิจัยมีความสมบูรณ์และเป็นแนวทางในปรับปรุง
ต่อไป ธีทัต ตรีศิริโชติ (2557) การศึกษางาน
2. การศึกษานี้เป็นการศึกษาข้อมูลระยะรอบของการล้าง ที่มา:https://www.slideshare.net
แม่พิมพ์และบำรุงรักษาเครื่องจักรเชิงป้องกันที่เหมาะสม พรฉัตรชัย สังขรัตน์ (2543) การพัฒนาโปรแกรมจัดการ
แล้วนำข้อมูลมาทำเป็น Board เพื่อให้ง่ายต่อการดูข้อมูล งานบำรุงรักษาเชิงป้องกัน. ที่มา:
และใช้งานได้สะดวก ทำให้เกิดการ PM ได้ตามรอบที่ http://newtdc.thailis.or.th/docview.aspx?tdcid=45817
กำหนดได้
3. ควรมีการติดตามข้อมูลการเกิดเหตุขัดข้องของเครื่องจักร สุภนิติ แสงธรรม(2562). การบำรุงรักษา . ที่มา:
หลังจากที่ได้นำ ระบบการบำรุงรักษาเชิงป้องกันที่ได้ https://th.wikipedia.org/wiki (วันที่สืบค้นข้อมูล: 15
ปรับปรุงใหม่นี้ไปใช้อย่างต่อเนื่องและควรนำข้อมูลมา พฤษภาคม 2561).
ปรับปรุงระบบให้สามารถใช้งานได้อย่างมีประสิทธิภาพ อลงกฎ ชุตินันท์ (2527) ความสำคัญของการวางแผนการ
มากยิ่งขึ้น บำรุงรักษา ที่มา: http://doi.nrct.go.th/ListDoi/Download
138