
Page 52 - Manufactura Lean MEMO
P. 52
Instituto tecnológico de Comitán
3. Instalación a toda la planta
Ejemplo de Tiempo Takt
8 Horas por turno.
1000 Partes por turno para satisfacer las necesidades del cliente.
8 Horas = 28,800 segundos.
28,800 / 1000 = 28.8 segundos por pieza.
8 Horas por turno, menos dos descansos de 10 minutos.
= 27,600 segundos.
27,600 / 1000 = 27.6 segundos por pieza.
1
Automatización (JIDOKA )
Es la capacidad de las máquinas para que puedan asumir responsabilidades/funciones que
minimizan el movimiento y maximizan el trabajo de la gente.
Trabajo Estándar
Métodos para operaciones individuales, eslabonadas en un orden específico para lograr una
combinación efectiva de gente, materiales y máquinas que fabrican productos de calidad, en
forma rápida y segura. Los requisitos son: Basado en movimientos humanos que agregan valor,
las operaciones deben ser repetitivas, Cero tiempos muertos y Cero tiempo de cambio de
producto y documentos de Trabajo Estándar de los trabajadores.
KANBAN
En la manufactura se tienen dos sistemas: el de empujar y el de jalar (Pull).
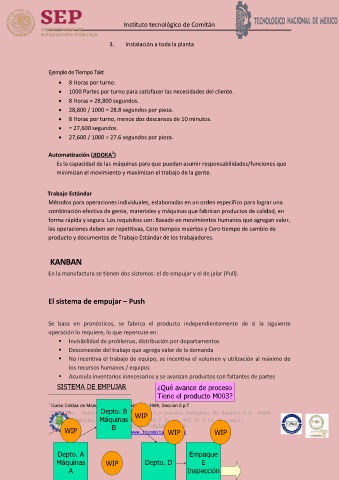
El sistema de empujar – Push
Se basa en pronósticos, se fabrica el producto independientemente de si la siguiente
operación lo requiere, lo que repercute en:
Invisibilidad de problemas, distribución por departamentos
Desconexión del trabajo que agrega valor de la demanda
No incentiva el trabajo de equipo, se incentiva el volumen y utilización al máximo de
los recursos humanos / equipos
Acumula inventarios innecesarios y se avanzan productos con faltantes de partes
SISTEMA DE EMPUJAR ¿Qué avance de proceso
Tiene el producto M003?
1
Curso Celdas de Manufactura, Productivity Inc., 1999, Sección 5 p.7
Depto. B
Av. Instituto Tecnológico Km. 3.5 Colonia Yocnabaj, El Rosario C.P. 30000
WIP
Máquinas
Comitán, Chiapas. Tels. 963 63 2 25 17, 963 63 2 62 70 e-mail:
WIP B itc@itcomitan.edu.mx WIP
WIP
www.itcomitan.edu.mx
Depto. A Empaque
Máquinas WIP Depto. D E
A Inspección
Materias Inventario
primas Productos
Depto. C WIP Terminados
Retrabajos (200)