
Page 105 - C:\Users\Adik\Documents\Flip PDF Professional\Marketer PPT LR\
P. 105
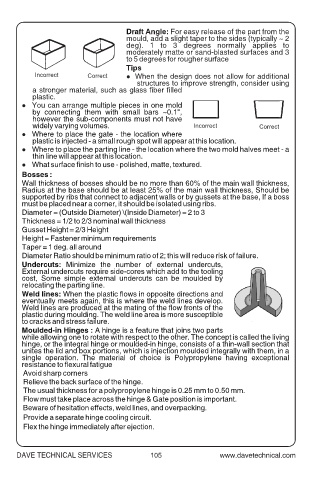
Draft Angle: For easy release of the part from the
mould, add a slight taper to the sides (typically ~ 2
deg). 1 to 3 degrees normally applies to
moderately matte or sand-blasted surfaces and 3
to 5 degrees for rougher surface
Tips
Incorrect Correct lWhen the design does not allow for additional
structures to improve strength, consider using
a stronger material, such as glass fiber filled
plastic.
lYou can arrang e multiple pieces in one mold
by connecting them with small bars ~0.1",
however the sub-components must not have
widely varying volumes. Incorrect Correct
Where to place the gate - the location where
l
plastic is injected - a small rough spot will appear at this location.
Where to place the parting line - the location where the two mold halves meet - a
l
thin line will appear at this location.
What surface finish to use - polished, matte, textured.
l
Bosses :
Wall thickness of bosses should be no more than 60% of the main wall thickness,
Radius at the base should be at least 25% of the main wall thickness, Should be
supported by ribs that connect to adjacent walls or by gussets at the base, If a boss
must be placed near a corner, it should be isolated using ribs.
Diameter = (Outside Diameter) \(Inside Diameter) = 2 to 3
Thickness = 1/2 to 2/3 nominal wall thickness
Gusset Height = 2/3 Height
Height = Fastener minimum requirements
Taper = 1 deg. all around
Diameter Ratio should be minimum ratio of 2; this will reduce risk of failure.
Undercuts: Minimize the number of external undercuts,
External undercuts require side-cores which add to the tooling
cost, Some simple external undercuts can be moulded by
relocating the parting line.
Weld lines: When the plastic flows in opposite directions and
eventually meets again, this is where the weld lines develop.
Weld lines are produced at the mating of the flow fronts of the
plastic during moulding. The weld line area is more susceptible
to cracks and stress failure.
Moulded-in Hinges : A hinge is a feature that joins two parts
while allowing one to rotate with respect to the other. The concept is called the living
hinge, or the integral hinge or moulded-in hinge, consists of a thin-wall section that
unites the lid and box portions, which is injection moulded integrally with them, in a
single operation. The material of choice is Polypropylene having exceptional
resistance to flexural fatigue
Avoid sharp corners
Relieve the back surface of the hinge.
The usual thickness for a polypropylene hinge is 0.25 mm to 0.50 mm.
Flow must take place across the hinge & Gate position is important.
Beware of hesitation effects, weld lines, and overpacking.
Provide a separate hinge cooling circuit.
Flex the hinge immediately after ejection.
DAVE TECHNICAL SERVICES 105