
Page 167 - Buy Premium Tools ATORN Catalogue
P. 167
Tools for threads
Machine tap
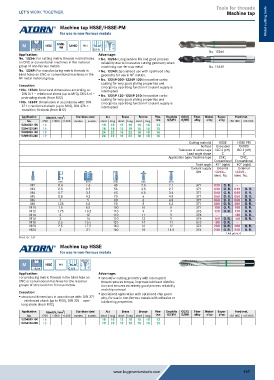
Machine tap HSSE/HSSE-PM Metal cutting tools
for use in non-ferrous metals
CNC/conv.
M HSSE HSSE- CARBO
2,5xd PM C (2-3) No. 13266
Application: Advantage:
No. 13266: For cutting metric threads in blind holes No. 13266: Long service life and good process
on CNC or conventional machines in the material reliability due to innovative cutting geometry when
group of non-ferrous metals. machining non-ferrous metal No. 13349
No. 13349: For manufacturing metric threads in No. 13349: Specialised use with optimised chip
blind holes on CNC or conventional machines in the geometry for use in NF metals.
NF metal material group. No. 13349 030–13349 100: Innovative carbo
Execution: coating for very good gliding properties and
emergency operating function if coolant supply is
No. 13266: Structural dimensions according to: interrupted.
DIN 371 = reinforced shank (up to M10), DIN 376 = No. 13349 120–13349 240: Innovative carbo
protruding shank (from M12) coating for very good sliding properties and
No. 13349: Dimensions in accordance with: DIN emergency operating function if coolant supply is
371 = reinforced shank (up to M10), DIN 376 = interrupted.
transition-fit shank (from M12)
Application Steel (N/mm ) 2 Stainless steel Alu Brass Bronze Plas- Graphite GG(G) Titan- Nickel- Super- Hard mat.
No. <700 <1000 <1300 marten. austen. short long short long short long tics G(C)FK GjMW alloy alloy alloy <55 HRC <65 HRC
13266020-100 16 18 18 15 18 15 15 13
13266120-240 16 18 18 15 18 15 15 13
13349030-100 19 24 22 18 22 18 18 16
13349120-240 19 24 22 18 22 18 18 16
Cutting material HSSE HSSE-PM
Surface Uncoated CARBO
Tolerance of screw taps ISO 2 (6H) ISO 2 (6H)
Lead angle shape C C
Application type/machine type CNC, CNC,
Conventional Conventional
Twist angle 45° (right) 40° (right)
Coolant supply External External
DIN 13266... 13349...
Ident. No. Ident. No.
mm mm mm mm mm
M2 0.4 1.6 45 2.8 2.1 371 020 O. R. - -
M3 0.5 2.5 56 3.5 2.7 371 030 O. R. 030 O. R.
M4 0.7 3.3 63 4.5 3.4 371 040 O. R. 040 O. R.
M5 0.8 4.2 70 6 4.9 371 050 O. R. 050 O. R.
M6 1 5 80 6 4.9 371 060 O. R. 060 O. R.
M8 1.25 6.8 90 8 6.2 371 080 O. R. 080 O. R.
M10 1.5 8.5 100 10 8 371 100 O. R. 100 O. R.
M12 1.75 10.2 110 9 7 376 120 O. R. 120 O. R.
M14 2 12 110 11 9 376 - - 140 O. R.
M16 2 14 110 12 9 376 160 O. R. 160 O. R.
M18 2.5 15.5 125 14 11 376 180 O. R. - -
M20 2.5 17.5 140 16 12 376 200 O. R. 200 O. R.
M24 3 21 160 18 14.5 376 240 O. R. 240 O. R.
Unit price, €
Prod. Gr. 131
Machine tap HSSE
for use in non-ferrous metals
CNC/conv.
M HSSE
2,5xd C (2-3)
Application: Advantage:
For producing metric threads in the blind hole on innovative cutting geometry with interrupted
CNC or conventional machines for the material thread reduces torque, improves lubricant distribu-
groups of steel and non-ferrous metals. tion and ensures extremely good process reliability
and chip removal
Execution: specialised application with optimised chip geom-
structural dimensions in accordance with: DIN 371 etry, for use in non-ferrous metals with adhesive or
= reinforced shank (up to M10), DIN 376 = over- lubricating properties
long shank (from M12)
Application Steel (N/mm ) 2 Stainless steel Alu Brass Bronze Plas- Graphite GG(G) Titan- Nickel- Super- Hard mat.
No. <700 <1000 <1300 marten. austen. short long short long short long tics G(C)FK GjMW alloy alloy alloy <55 HRC <65 HRC
13254030-100 16 18 18 15 18 15 15 13
13254120-200 16 18 18 15 18 15 15 13
www.buypremiumtools.com 167