
Page 11 - Sistemas Integrados de Manufatura.indd
P. 11
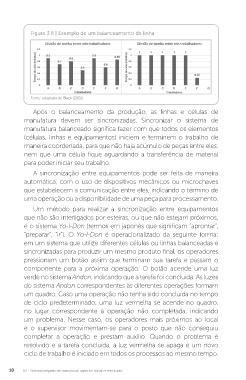
Figura 3.6 | Exemplo de um balanceamento de linha
Fonte: adaptada de Black (2001).
Após o balanceamento da produção, as linhas e células de
manufatura devem ser sincronizadas. Sincronizar o sistema de
manufatura balanceado significa fazer com que todos os elementos
(células, linhas e equipamentos) iniciem e terminem o trabalho de
maneira coordenada, para que não haja acúmulo de peças entre eles,
nem que uma célula fique aguardando a transferência de material
para poder iniciar seu trabalho.
A sincronização entre equipamentos pode ser feita de maneira
automática, com o uso de dispositivos mecânicos ou microchaves
que estabelecem a comunicação entre eles, indicando o término de
uma operação ou a disponibilidade de uma peça para processamento.
Um método para realizar a sincronização entre equipamentos
que não são interligados por esteiras, ou que não estejam próximos,
é o sistema Yo-I-Don (termos em japonês que significam “aprontar”,
“preparar”, “ir”). O Yo-I-Don é operacionalizado da seguinte forma:
em um sistema que utilize diferentes células ou linhas balanceadas e
sincronizadas para produzir um mesmo produto final, os operadores
pressionam um botão assim que terminam sua tarefa e passam o
componente para a próxima operação. O botão acende uma luz
verde no sistema Andon, indicando que a tarefa foi concluída. As luzes
do sistema Andon correspondentes às diferentes operações formam
um quadro. Caso uma operação não tenha sido concluída no tempo
de ciclo predeterminado, uma luz vermelha se acende no quadro,
no lugar correspondente à operação não completada, indicando
um problema. Nesse caso, os operadores mais próximos ao local
e o supervisor movimentam-se para o posto que não conseguiu
completar a operação e prestam auxílio. Quando o problema é
resolvido e a tarefa concluída, a luz vermelha se apaga e um novo
ciclo de trabalho é iniciado em todos os processos ao mesmo tempo.
10 U3 - Sistema integrado de manufatura: aspectos iniciais e estruturais