
Page 3045 - Flipbook_SolidDesignSoutheast2020
P. 3045
DESIGN FACTORS
Sale Technical Sheet
69 William Street, Belleville, NJ 07109 STS Number ________
PH: 973-759-4600 * Fax: 973-759-6449 Effective Date _______
EMAIL: info@vac-u-max.com Supersedes _________
WEB SITE: www.vac-u-max.com
Pneumatic conveying is essentially a very simple process, but the design factors that influence system
performance are varied and complex. Most component specifications are based on data resulting from
pipeline design. Since the data used in pipeline design are not totally reliable, many systems incorporate
margins and factors to allow for uncertainties. Use of these "fudge factors" often leads to a mismatch
between components and over-design in certain areas. Although over-design will generally ensure that a
system will work, it will rarely work efficiently.
Since the reasons for an under performing system are not always obvious, we need to examine the likely
causes of throughput difficulties, which result in frequent blockages, inability to convey a given product,
and systems that fail to meet required duty.
Clogged arteries
One of the most serious and frustrating problems in system operation is pipeline blockage. To rule out
blockage, check the obvious features:
o Is the reception point clear?
o Are the diverter valves operating satisfactorily?
o Is the full conveying air supply available?
o Was the pipeline clear on start-up?
If the pipeline blocks during commissioning trials with the pneumatic conveying system, either there is a
serious system design fault or some simple adjustment needs to be made.
If system design is suspect, it is most likely because the air mover was sized incorrectly. A minimum
conveying air velocity must be maintained at the product pick-up point at the start of the conveying line.
The velocity depends on the product being conveyed and, for products that can conveyed in dense
phase, varies with the phase density at which the product is conveyed. Since air is compressible, it is
important to account for air pressure at the product pick-up point when evaluating the free air require-
ments for the air mover specification.
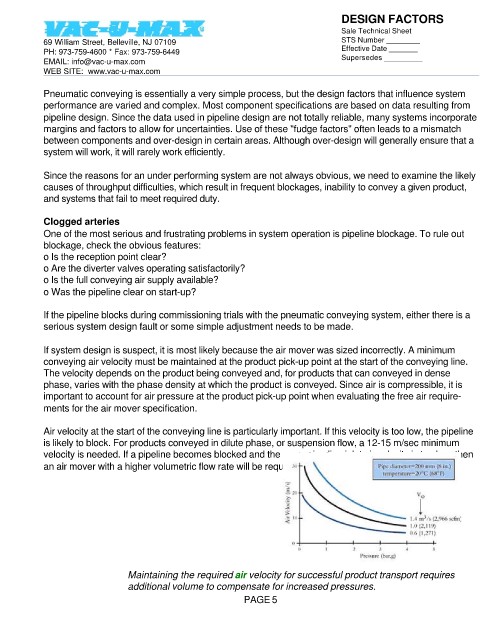
Air velocity at the start of the conveying line is particularly important. If this velocity is too low, the pipeline
is likely to block. For products conveyed in dilute phase, or suspension flow, a 12-15 m/sec minimum
velocity is needed. If a pipeline becomes blocked and the conveying line inlet air velocity is too low, then
an air mover with a higher volumetric flow rate will be required.
Maintaining the required air velocity for successful product transport requires
additional volume to compensate for increased pressures.
PAGE 5