
Page 24 - May
P. 24
METALWORKING EQUIPMENT AND TOOLS
were assigned, the speeds recommended in
the literature were taken cutting v, cutting
depth (t = 2.1 m) and feed S. The calculation
of power parameters was carried out for
various steel gear (spur, helical, with a
modified profile) and worm (cast iron and
bronze) wheels. The tools used were worm
and disc high-speed and carbide cutters. We
also took into account information materials
on machine tools of well-known companies,
such as Gleason-Pfauter, Höfler, Liebherr,
etc. It was found that the maximum cutting
forces and moments occur when machining
gear wheels made of structural steels when
working with a worm high-speed milling
cutter. When machining difficult materials,
the depth of cut and feed are reduced, and
the cutting force does not increase.
The components of the cutting force
were determined by the formulas of work
[5]:
Fi = C ∙ mxm ∙ (t/m)xt ∙ Sxs ∙ Vxv ∙Zxz, H.
The values of the coefficients for determining
the average Fz cf and the maximum
circumferential component of the cutting
force Fz max, as well as the maximum radial
Fy max and axial Fx max when processing
steel 45 are given in Table 1. Here C is a
constant coefficient depending on the work
piece material; m - module in mm; t is the
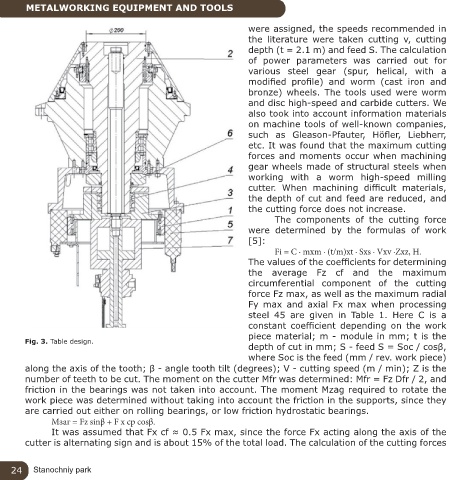
Fig. 3. Table design.
depth of cut in mm; S - feed S = Soc / cosβ,
where Soc is the feed (mm / rev. work piece)
along the axis of the tooth; β - angle tooth tilt (degrees); V - cutting speed (m / min); Z is the
number of teeth to be cut. The moment on the cutter Mfr was determined: Mfr = Fz Dfr / 2, and
friction in the bearings was not taken into account. The moment Mzag required to rotate the
work piece was determined without taking into account the friction in the supports, since they
are carried out either on rolling bearings, or low friction hydrostatic bearings.
Мзаг = Fz sinβ + F х ср cosβ.
It was assumed that Fx cf ≈ 0.5 Fx max, since the force Fx acting along the axis of the
cutter is alternating sign and is about 15% of the total load. The calculation of the cutting forces
24 Stanochniy park