
Page 302 - Buy Premium Tools ATORN Catalogue
P. 302
Milling tools
Cutters with indexable inserts
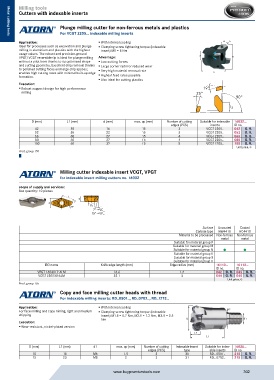
Plunge milling cutter for non-ferrous metals and plastics
For VCGT 2205... indexable milling inserts
Metal cutting tools
Metal cutting tools
Application: With internal cooling L2 R
Ideal for processes such as excavation and plunge Clamping screw tightening torque (indexable
milling in aluminium and plastics with the highest insert) M5 = 8 Nm
usage values. The robust and precision-ground
VPGT/VCGT reversible tip is ideal for plunge milling Advantage: d D
without a pilot bore thanks to its optimised shape Low cutting forces
and cutting geometry. Excellent chip removal thanks Large corner radii for reduced wear
to polished cutting faces and large chip spaces; Very high material removal rate
enables high cutting rates with minimal built-up edge L1
formation. Highest feed rates possible
Also ideal for cutting plastics
Execution:
Robust support design for high-performance 19°
milling 25°
90°
l 2
D (mm) L1 (mm) d (mm) max. ap (mm) Number of cutting Suitable for indexable 16032...
edges (PCS) inserts ID no.
42 55 16 15 3 VCGT 2205.. 042 O. R.
52 55 22 15 3 VCGT 2205.. 052 O. R.
66 60 27 15 4 VCGT 2205.. 066 O. R.
80 60 27 15 4 VCGT 2205.. 080 O. R.
100 60 32 15 5 VCGT 2205.. 100 O. R.
Unit price, €
Prod. group 155
Milling cutter indexable insert VCGT, VPGT
for indexable insert milling cutters no. 16032
scope of supply and services:
Box quantity: 10 pieces
l
s
R
d
35° d 1
7° VC_
15° VP_
Surface Uncoated Coated
Carbide type HW4410 HC4410
Material to be processed Non-ferrous Non-ferrous
metal metal
Suitable for material group P
Suitable for material group M
Suitable for material group N
Suitable for material group K
Suitable for material group S
Suitable for material group H
ISO name Knife edge length (mm) Edge radius (mm) 16113... 16113...
ID no. ID no.
VPGT 1604012-ALM 16.6 1.2 042 O. R. 043 O. R.
VCGT 220530-ALM 22.1 3 044 O. R. 045 O. R.
Unit price, €
Prod. group 155
Copy and face milling cutter heads with thread
For indexable milling inserts: RD..0501.., RD..0702.., RD..12T3..
Application: With internal cooling
For face milling and copy milling, light and medium Clamping screw tightening torque (indexable d2
chipping insert) M1.8 = 0.7 Nm, M2.5 = 1.2 Nm, M3.5 = 3.5
Execution: Nm D d1
Wear-resistant, nickel-plated version
L2
L1
D (mm) L1 (mm) d1 max. ap (mm) Number of cutting Indexable insert Suitable for index- 16035...
edges (PCS) type able inserts ID no.
10 18 M6 1.5 2 30 RD.. 0501.. 210 O. R.
15 23 M8 2 2 31 RD.. 0702.. 215 O. R.
www.buypremiumtools.com 302