
Page 625 - Foton Workshop Manual - Auman EST-M
P. 625
Engine section – Engine (Cummins ISF3.8) EG - 109
IN
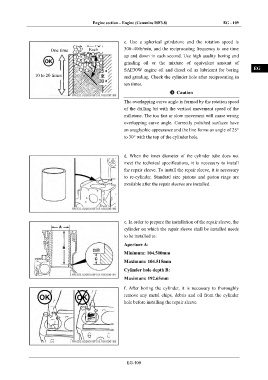
c. Use a spherical grindstone and the rotation speed is
One time Each 300~400r/min, and the reciprocating frequency is one time DI
up and down in each second. Use high quality boring and
grinding oil or the mixture of equivalent amount of
EG
SAE30W engine oil and diesel oil as lubricant for boring
10 to 20 times
and grinding. Check the cylinder hole after reciprocating in
ten times. TR
Caution
The overlapping curve angle is formed by the rotation speed AX
of the drilling bit with the vertical movement speed of the
millstone. The too fast or slow movement will cause wrong
FR
overlapping curve angle. Correctly polished surfaces have
an anaglyphic appearance and the line forms an angle of 25°
ST
to 30° with the top of the cylinder hole.
BR
d. When the inner diameter of the cylinder tube does not
meet the technical specifications, it is necessary to install
BW
the repair sleeve. To install the repair sleeve, it is necessary
to re-cylinder. Standard size pistons and piston rings are
available after the repair sleeves are installed. EL
e. In order to prepare the installation of the repair sleeve, the
cylinder on which the repair sleeve shall be installed needs
to be installed to:
Aperture A:
Minimum: 104.500mm
Maximum: 104.515mm
Cylinder hole depth B:
Maximum: 192.65mm
f. After boring the cylinder, it is necessary to thoroughly
remove any metal chips, debris and oil from the cylinder
hole before installing the repair sleeve.
EG-109