
Page 22 - GRMT_Lehrgang_Blechbearbeitung
P. 22
Aurubis
Blechbearbeitung
Seite 21 von 41
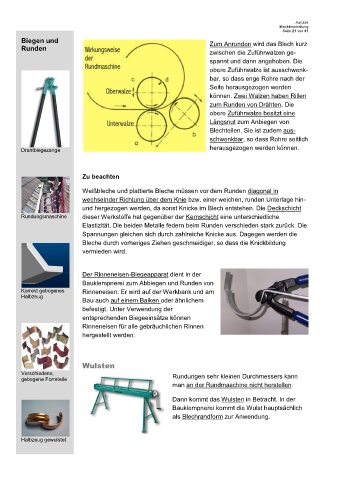
Biegen und Zum Anrunden wird das Blech kurz
Runden
zwischen die Zuführwalzen ge-
spannt und dann angehoben. Die
obere Zuführwalze ist ausschwenk-
bar, so dass enge Rohre nach der
Seite herausgezogen werden
können. Zwei Walzen haben Rillen
zum Runden von Drähten. Die
obere Zuführwalze besitzt eine
Längsnut zum Anbiegen von
Blechteilen. Sie ist zudem aus-
schwenkbar, so dass Rohre seitlich
Drahtbiegezange herausgezogen werden können.
Zu beachten
Weißbleche und plattierte Bleche müssen vor dem Runden diagonal in
wechselnder Richtung über dem Knie bzw. einer weichen, runden Unterlage hin-
und hergezogen werden, da sonst Knicke im Blech entstehen. Die Deckschicht
Rundungsmaschine dieser Werkstoffe hat gegenüber der Kernschicht eine unterschiedliche
Elastizität. Die beiden Metalle federn beim Runden verschieden stark zurück. Die
Spannungen gleichen sich durch zahlreiche Knicke aus. Dagegen werden die
Bleche durch vorheriges Ziehen geschmeidiger, so dass die Knickbildung
vermieden wird.
Der Rinneneisen-Biegeapparat dient in der
Bauklempnerei zum Abbiegen und Runden von
Korrekt gebogenes Rinneneisen. Er wird auf der Werkbank und am
Halbzeug
Bau auch auf einem Balken oder ähnlichem
befestigt. Unter Verwendung der
entsprechenden Biegeeinsätze können
Rinneneisen für alle gebräuchlichen Rinnen
hergestellt werden.
Wulsten
Verschiedene, Rundungen sehr kleinen Durchmessers kann
gebogene Formteile
man an der Rundmaschine nicht herstellen.
Dann kommt das Wulsten in Betracht. In der
Bauklempnerei kommt die Wulst hauptsächlich
als Blechrandform zur Anwendung.
Halbzeug gewulstet