
Page 23 - GRMT_Lehrgang_Blechbearbeitung
P. 23
Aurubis
Blechbearbeitung
Seite 22 von 41
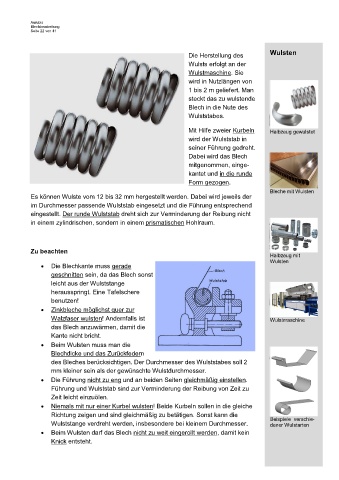
Die Herstellung des Wulsten
Wulsts erfolgt an der
Wulstmaschine. Sie
wird in Nutzlängen von
1 bis 2 m geliefert. Man
steckt das zu wulstende
Blech in die Nute des
Wulststabes.
Mit Hilfe zweier Kurbeln Halbzeug gewulstet
wird der Wulststab in
seiner Führung gedreht.
Dabei wird das Blech
mitgenommen, einge-
kantet und in die runde
Form gezogen.
Bleche mit Wulsten
Es können Wulste vom 12 bis 32 mm hergestellt werden. Dabei wird jeweils der
im Durchmesser passende Wulststab eingesetzt und die Führung entsprechend
eingestellt. Der runde Wulststab dreht sich zur Verminderung der Reibung nicht
in einem zylindrischen, sondern in einem prismatischen Hohlraum.
Zu beachten
Halbzeug mit
Wulsten
• Die Blechkante muss gerade
geschnitten sein, da das Blech sonst
leicht aus der Wulststange
herausspringt. Eine Tafelschere
benutzen!
• Zinkbleche möglichst quer zur
Walzfaser wulsten! Andernfalls ist Wulstmaschine
das Blech anzuwärmen, damit die
Kante nicht bricht.
• Beim Wulsten muss man die
Blechdicke und das Zurückfedern
des Bleches berücksichtigen. Der Durchmesser des Wulststabes soll 2
mm kleiner sein als der gewünschte Wulstdurchmesser.
• Die Führung nicht zu eng und an beiden Seiten gleichmäßig einstellen.
Führung und Wulststab sind zur Verminderung der Reibung von Zeit zu
Zeit leicht einzuölen.
• Niemals mit nur einer Kurbel wulsten! Beide Kurbeln sollen in die gleiche
Richtung zeigen und sind gleichmäßig zu betätigen. Sonst kann die Beispiele verschie-
Wulststange verdreht werden, insbesondere bei kleinem Durchmesser. dener Wulstarten
• Beim Wulsten darf das Blech nicht zu weit eingerollt werden, damit kein
Knick entsteht.