
Page 31 - GRMT_Lehrgang_Blechbearbeitung
P. 31
Aurubis
Blechbearbeitung
Seite 30 von 41
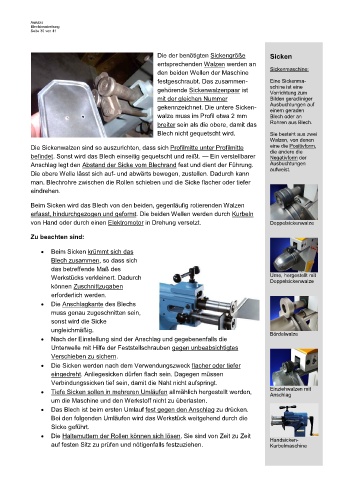
Die der benötigten Sickengröße Sicken
entsprechenden Walzen werden an
den beiden Wellen der Maschine Sickenmaschine:
festgeschraubt. Das zusammen- Eine Sickenma-
gehörende Sickenwalzenpaar ist schine ist eine
Vorrichtung zum
mit der gleichen Nummer Bilden geradliniger
gekennzeichnet. Die untere Sicken- Ausbuchtungen auf
einem geraden
walze muss im Profil etwa 2 mm Blech oder an
breiter sein als die obere, damit das Rohren aus Blech.
Blech nicht gequetscht wird. Sie besteht aus zwei
Walzen, von denen
Die Sickenwalzen sind so auszurichten, dass sich Profilmitte unter Profilmitte eine die Positivform,
die andere die
befindet. Sonst wird das Blech einseitig gequetscht und reißt. — Ein verstellbarer Negativform der
Anschlag legt den Abstand der Sicke vom Blechrand fest und dient der Führung. Ausbuchtungen
aufweist.
Die obere Welle lässt sich auf- und abwärts bewegen, zustellen. Dadurch kann
man. Blechrohre zwischen die Rollen schieben und die Sicke flacher oder tiefer
eindrehen.
Beim Sicken wird das Blech von den beiden, gegenläufig rotierenden Walzen
erfasst, hindurchgezogen und geformt. Die beiden Wellen werden durch Kurbeln
von Hand oder durch einen Elektromotor in Drehung versetzt. Doppelsickenwalze
Zu beachten sind:
• Beim Sicken krümmt sich das
Blech zusammen, so dass sich
das betreffende Maß des
Werkstücks verkleinert. Dadurch Urne, hergestellt mit
Doppelsickenwalze
können Zuschnittzugaben
erforderlich werden.
• Die Anschlagkante des Blechs
muss genau zugeschnitten sein,
sonst wird die Sicke
ungleichmäßig. Bördelwalze
• Nach der Einstellung sind der Anschlag und gegebenenfalls die
Unterwelle mit Hilfe der Feststellschrauben gegen unbeabsichtigtes
Verschieben zu sichern.
• Die Sicken werden nach dem Verwendungszweck flacher oder tiefer
eingedreht. Anliegesicken dürfen flach sein. Dagegen müssen
Verbindungssicken tief sein, damit die Naht nicht aufspringt.
• Tiefe Sicken sollen in mehreren Umläufen allmählich hergestellt werden, Einziehwalzen mit
Anschlag
um die Maschine und den Werkstoff nicht zu überlasten.
• Das Blech ist beim ersten Umlauf fest gegen den Anschlag zu drücken.
Bei den folgenden Umläufen wird das Werkstück weitgehend durch die
Sicke geführt.
• Die Haltemuttern der Rollen können sich lösen. Sie sind von Zeit zu Zeit Handsicken-
auf festen Sitz zu prüfen und nötigenfalls festzuziehen. Kurbelmaschine