
Page 36 - 10. Gi_Dec-Jan2019_LR
P. 36
IGEM NEWS | Young Persons Paper Competition 2018
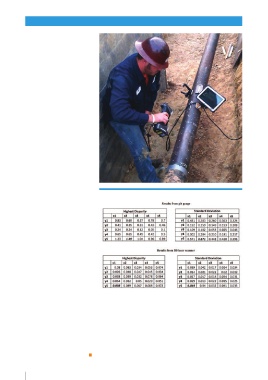
As shown in Figure 3, the pit gauge
has a standard deviation of 0.260mm
compared with the 0.027mm obtained
through the HandySCAN results,
consequently making the handy
scanner 10 times more repeatable.
The highest disparity via the pit
gauge was 1.49mm, whereas with the
3D laser scanner it was 0.098mm.
While the inspectors were accurate in
nding the deepest point within the
dent, the discrepancy has more impact
on the geometric characterisation
around the deepest point.
When Creaform conducted this
experiment, they also took a random
point on a dent sample whereby the
longitudinal radius of the point was
67.10mm and its thickness was
6.75mm. The longitudinal bending
strain was calculated at 4.7 per cent,
as per the equation in ASME B31.8R.
When looking at a dent of this
bending strain, it is within the critical
range that would impact the decision
to repair or replace the section of
defective pipe.
By changing the centre node by
0.04mm (accuracy of the laser scanner), An engineer scans a buried
the bending strain changed by 5.6 per pipeline
cent. However, when changing the
same node by 0.26mm (accuracy of
the traditional method), the bending FIGURE 3: Traditional assessment vs HandySCAN
strain varied by 52.6 per cent.
A very small change in displacement
can cause a huge impact on the
bending strain, therefore potentially
changing the remedial action required.
In the worst case scenario, many
points shiing in opposite directions
would yield much worse results.
Repairing or replacing sections of
pipelines comes at an enormous cost
to the pipeline operator.
The dierence in repeatability of the
above results could potentially alleviate
the need for a repair, or could enable
repair as opposed to replacement,
therefore bringing great cost savings to
the asset owner while maintaining the
integrity of the pipeline itself.
In conclusion, this paper provides
evidence to the asset owner Cadent
concerning the benets of the
implementation of the 3D HandySCAN REFERENCES 6. T/PR/MAINT/5028 Work procedure for carrying out
scanner. The accuracy and precision the 1. T/PM/P/11 Management procedure for inspection, mechanically assisted excavations near to high pressure
pipelines
scanner brings to the inspection process assessment and repair of damage (non-leaking) steel 7. T/SP/CW/5 Speci
cation for
eld applied external
pipelines above 150mm nominal diameter and designed
provides the pipeline integrity engineer to operate at pressures greater than 2bar coatings for buried pipework and systems
with far superior data than the 2. T/PM/P/18 Management procedure for working on 8. T/SP/NDT/2 Speci
cation for non-destructive testing of
pipelines containing defective girth welds or girth welds
welded joints in steel pipelines and pipework
traditional method of inspection. With of unknown quality 9. Impact of 3D laser date resolution and accuracy on
this superior data, the integrity engineer 3. T/PM/IGE/TD/1 Edition 5 Management Procedure for the pipeline dents and strain analysis, Pierre-Hugyes Allard
along with the authorising engineer, can Application of IGEM/TD/1 (Steel Pipelines and 10. ASME B31.8-2007 code, Gas transmission and
Associated Installations for High Pressure Gas
distribution piping systems, Appendix R
make much better decisions about Transmission)
remedial works, thereby improving 4. IGE/TD/3 Steel and PE Pipelines for gas distribution ACKNOWLEDGEMENTS
National Grid PMC Knowsley and National Grid PMC
5. T/PR/SSW/22 Speci
cation for safe working in the
safety while making nancial savings. ■ vicinity of Cadent high pressure gas pipelines Ambergate
36
IGEMNews_YPPC.indd 3 15/11/2018 14:54